I have no English Home Page
エマルジョンムーバの製作
2006年2月23日公開、2006年5月15日これまでの作業内容を掲載
KEKで実施されたダブルハイパー核検出実験(E373)で使ったものを手本に、さらに大面積化したものを新たに作ることになりました。原子核乾板をメインディテクターとし、KEK/E373の数倍の確率でダブルハイパー核を生成し、エマルジョンの中で崩壊反応を見ようという実験を、京都大学、岐阜大学、東北大学、名古屋大学が協力して実施することになりました。実験場所は茨城県東海村のJパークを予定しています。
僕に与えられた使命は、電子情報班のメンバーと協力して京都大学の技術職員を指導しながら、新しいエマルジョンムーバを完成させることにあります。
今回の技術業務の中心を担っているのは京都大学の技術職員です。今回の仕事を通じて彼らがメカトロにクス技術と機械技術を融合して新しい実験装置を設計・製作・調整し、最終的に本実験で使えるようにすることで、彼らが技術職員として技術開発の経験を積み、独り立ちしていけるように、我々がきちんと指導していけるかが問われる仕事です。
実は、我々の部署では若い世代の技術職員が少なく、我々のスタイルを継承していく人材が少ないという悩みを持っています。このような組織を超えた部署の技術職員を直接指導しながら進めるのは初めてですが、場所が離れていようがいまいが関係なくこうしたチャンスに恵まれたことをよしとして、この仕事を進めることにしました。
今回の我々の目標は、直接技術を発揮することではなく、若い世代を指導・育成しながら、目的を達成することにあります。
関連するサイト
このホームページについてのご意見は
kawai@ufp.phys.nagoya-u.ac.jp
2006年3月23日までの作業
- 鉄定盤の搬入
2005年秋、ムーバーを組み立てるための基準面として、鉄定盤を探していたところ改修工事に伴う部屋の移動などの事情によって廃棄されるという定盤のあることを聞き、それを貰い受けることにした。
4階からクレーンでトラックに積み替え、京都大学の物理学科まで運び込むことに。
これにて、ムーバーの組み立て作業スペースも確保できろこととなった。
| 鉄定盤の搬出-その1- | 鉄定盤の搬出-その2- |
|---|
 |
 |
- スケールの選定
縦軸の駆動機構で許されている隙間は20mmである。この隙間に、駆動機構、座標読み取り、原子核乾板取り付け機構などを全て盛り込まなくてはならない。従って、一般的なリニアスケールは寸法が大きすぎて使えない。
このような狭い場所で精度よく座標を読み取ることのできるリニアスケールを探す必要がある。E373/KEKではソニーのSR118を組み込んで使ったが、SR118の最大長さを超えているのでこれは使えない。
マイクロE社のガラススケール(スケールと読み取りヘッドが分かれている)を使うことになった。
| MicroEのスケール |
|---|
 |
- 制御装置の試験
制御装置の開発作業は主に広瀬氏が担当することとなった。制御装置の構成は、OSにLT-linux、制御ボードにFBIのPCI7414とPCI2701を用いる構成で、プログラム開発を行うことになった。
この構成で開発する制御装置の仕様の詳細は担当者のHP(開設予定)に譲るとして、ここでは簡単に紹介する。
制御アルゴリズムの確認などのため、簡単なステージにエンコ-ダ(ハイデンハイン)を取り付け、モーターを回しながら0.1msecで座標読み取りを行なった。最終的な座標読み取り精度は10μm以内であることから、読み取りの分解能を1μm以下と仮定し、時間遅れなどによる誤差を最小限にとどめるための工夫を行うこととなった。
実際の読み取り状況を見ると、今回の実験の座標読み取り精度の要求値である10μmを十分クリアできる分解能を実現できていると判断できる。
このことは3月23日岐阜大学でのワークショップで広瀬氏が報告した通りである。
| 座標読み取り試験 |
|---|
 |
旧ムーバーの様子
- ムーバーの全景
| ムーバー全景 その1 | ムーバー全景 その1 | 横&縦送り |
|---|
 |
 |
 |
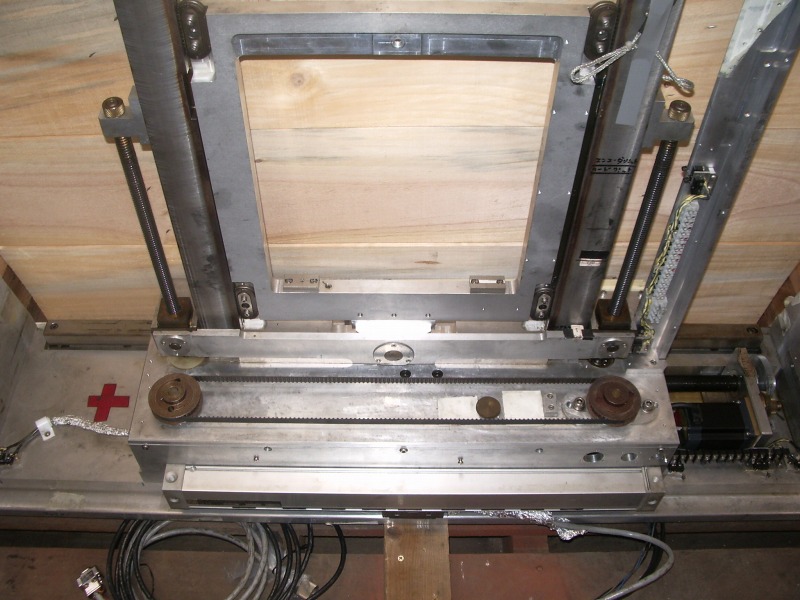
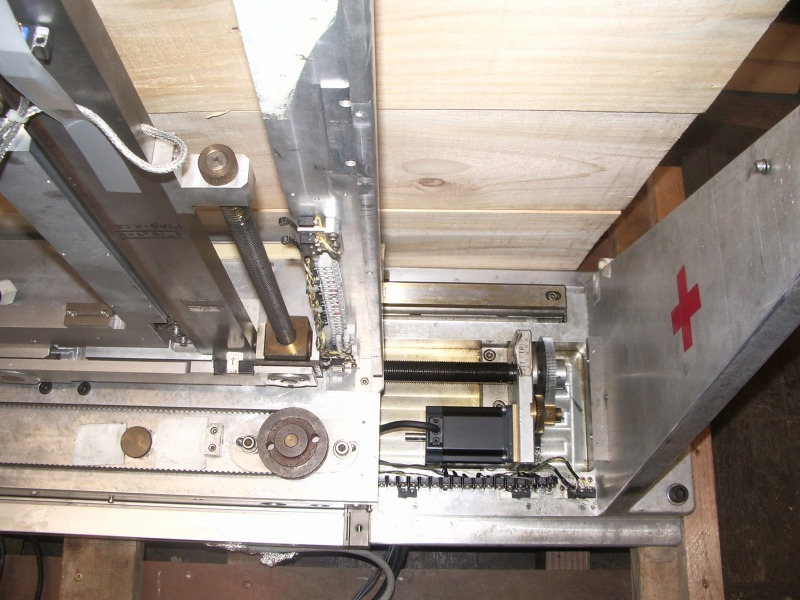
- 中央の縦横駆動機構全体を見る
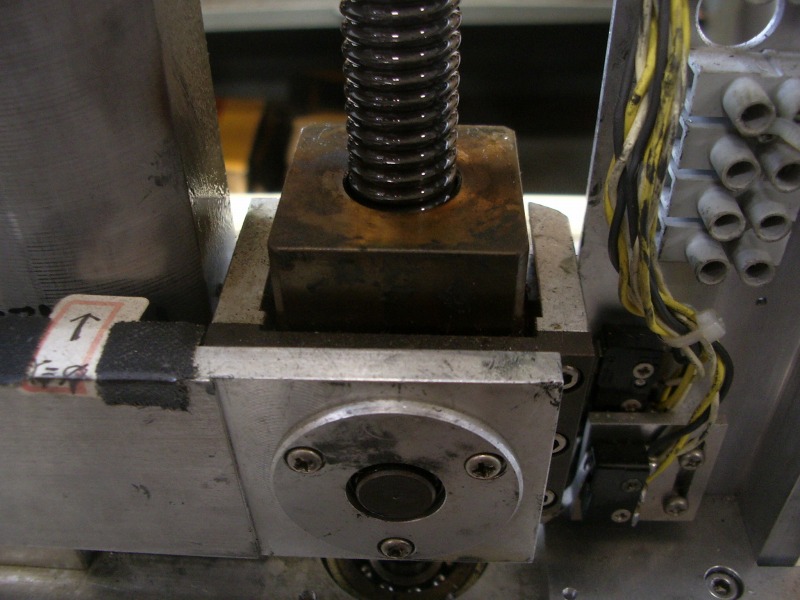
- 縦駆動機構
| タイミングベルトによる同期駆動 | 中央の軸受け |
縦駆動ねじ受け機構(右) | 縦駆動ねじ受け機構(左) |
|---|
 |
 |
 |
 |
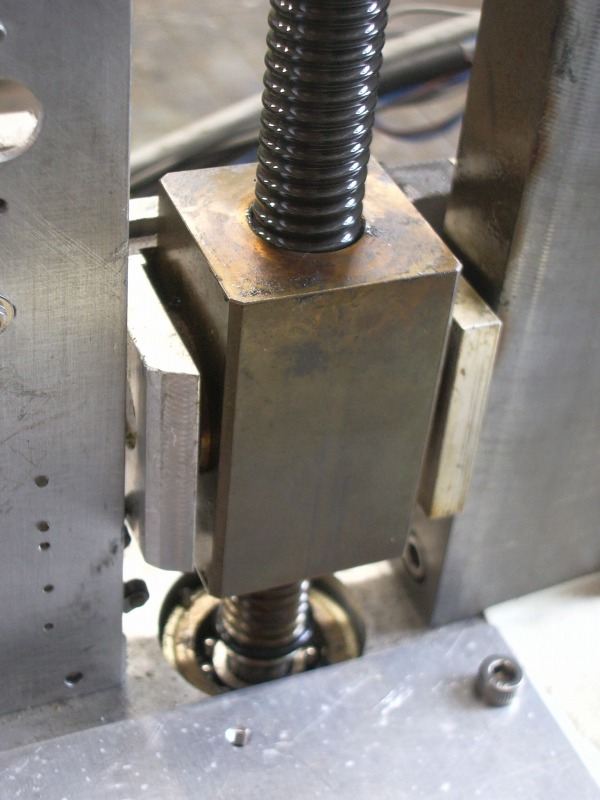
| ボールねじの固定端 | ボールねじの自由端 |
ボールねじの固定端(裏側) | ボールねじの自由端(裏側) |
|---|
 |
 |
 |
 |
- 縦軸直線案内機構
| V溝レールとボールガイド(右) | V溝レールとボールガイド(左) |
4角のボールガイド(右下) | 4角のボールガイド(左上) |
|---|
 |
 |
 |
 |
- 縦座標読み取り
| SONYエンコーダ読み取り部 | SONYエンコーダ(下) |
|---|
 |
 |
- 横駆動機構
| レールとガイド部分 その1 | レールとガイド部分 その2 |
|---|
 |
 |
| モーターハウジング その1 | モーターハウジング その2 |
|---|
 |
 |
| 横送り機構 その1 | 横送り機構 その2 |
|---|
 |
 |
| 上部支え機構 その1 | 上部支え機構 その2 |
|---|
 |
 |
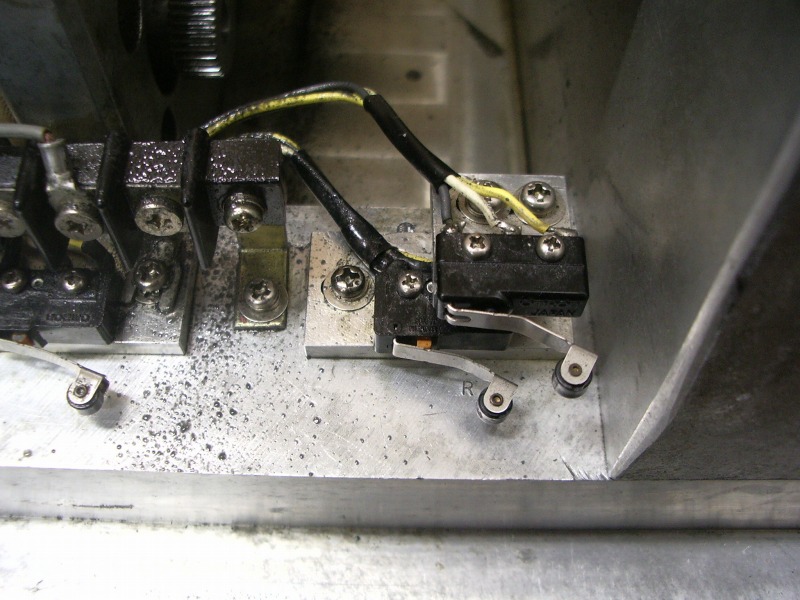
- エマルジョンカセット固定機構
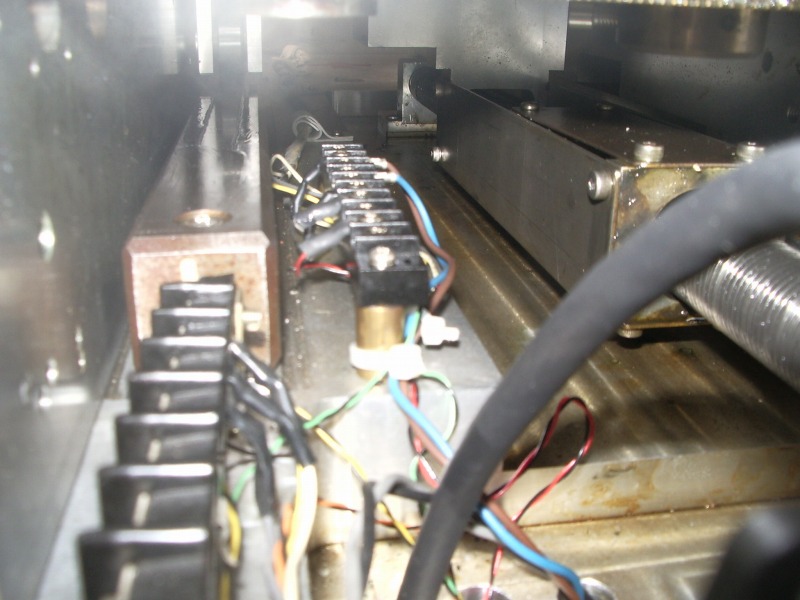
- リミットスイッチ関係
| 縦のリミットスイッチ | 横のリミットスイッチ |
|---|
|
 |
- 外構造
| 全体の構造 | 柱の構造 |
|---|
 |
 |
2006年3月30~31日組み立て作業(京都大学にて)
組み立て作業として、最初の段階を3名(早田、広瀬、河合)で行いました。
ミクロンオーダーの組み立て作業は、早田さん広瀬さんのとっては初めての経験だったと思いますが、水平の基準面をきちんと作ってそれを頼りに上に積み上げていく・・・という作業スタイルをよく理解してもらったのではないかと思います。
使った測定器や標準器は以下の通りです。
- ストレートエッジ
1000mm、600mm 各1本(2+(L/100))という精度でした。
- ノギス
600mm、300mm、200mm 各1本、加工部品の寸法測定や取り付け位置の確認に使います。
- ブロックゲージ(B級)
アクセサリーキットを合わせて、高さ標準として使います。
- アクセサリーキット
ブロックゲージと組み合わせて0.2μm以内の精度の高さ標準を作ることが出来ました。この高さ標準は信頼性も抜群で、今回の組み立て作業で大変有効でした。
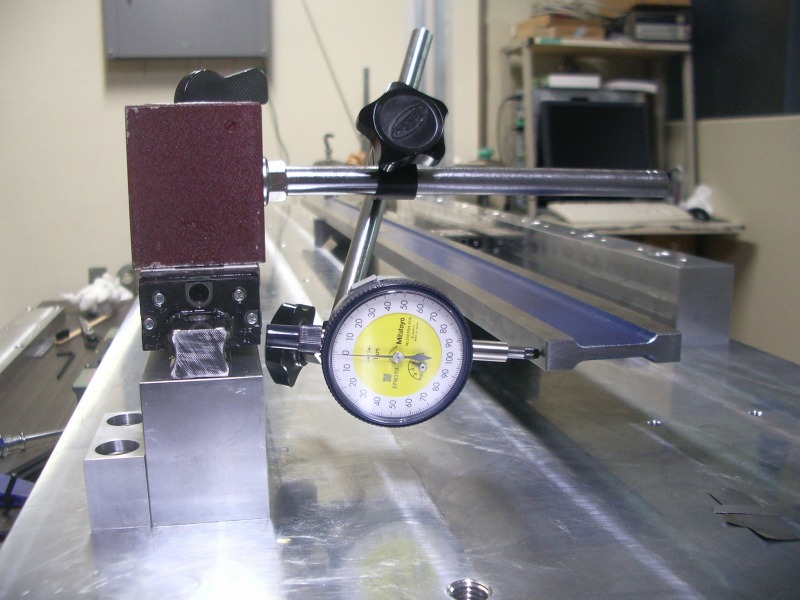
- ダイヤルゲージ&ピークテスト
デジタルピークメータ(1μm読み)、ダイヤルゲージ(2μm読み)、テコ式ピークテスト(10μm読み)とマグネットスタンドを組み合わせたものは組み立て作業の定番です。
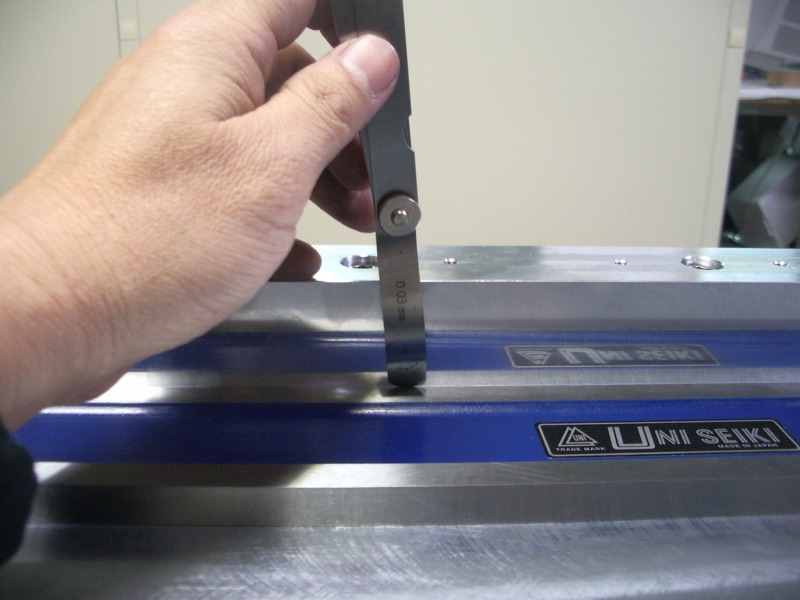
- シクネスゲージ
ハンディタイプの隙間ゲージと、切って使うシムの両方を使いました。シムは各種サイズをそろえると非常に便利です。
- Vブロック
2個で一組になっており、その面をとっても同じ高さになるように作ってあります。今回はマグネットスタンドを滑らせるベースとして使いました。
- 水準器(0.02/1000読み)
使いやすく、高精度の水準器が2台、しかも同じものがあったために、作業がとてもはかどりました。
使った測定器の中での問題点は、ストレートエッジの直線性について、総合精度しか判らず、特定の位置における誤差の絶対値が不明であったことです。
2本のストレートエッジを向かい合わせたとき、両者の隙間に10μmのシクネスゲージが入らなかったことから、表示値より精度がよい(曲がり等あったとしても3~4μm程度)ことは判るものの、絶対値として取り扱うことができません。
一度工業試験場等で測定して、絶対値として把握しておく必要があります。最も、もう少し高いものを買うと、誤差表が付いてくると思うのですが、長短2本のストレートエッジがなければ組み立て作業は出来ませんでした。構造は単純ですが、直線の基準としてこれ以上のものはありませんね。
準備作業
- レベリングブロックの準備
定盤の下に6箇所レベリングブロックを敷き、水平出しの高さ調整を容易にします。そのために、同じ高さのレベリングブロックを探してきてもらって、錆を取り、エッジをきれいにしてスムーズに動くことを確認した後、グリスアップしました。
このような作業はさほど重要ではないように見られますが、今回の作業の中で、非常に重要なものでした。スムーズな水平出しが行えたのは、レベリングブロックを十分養生したからであって、一端定盤の下に入れてしまうと、なかなか手を入れにくい所でもあるので、この部分での手抜きは禁物です。
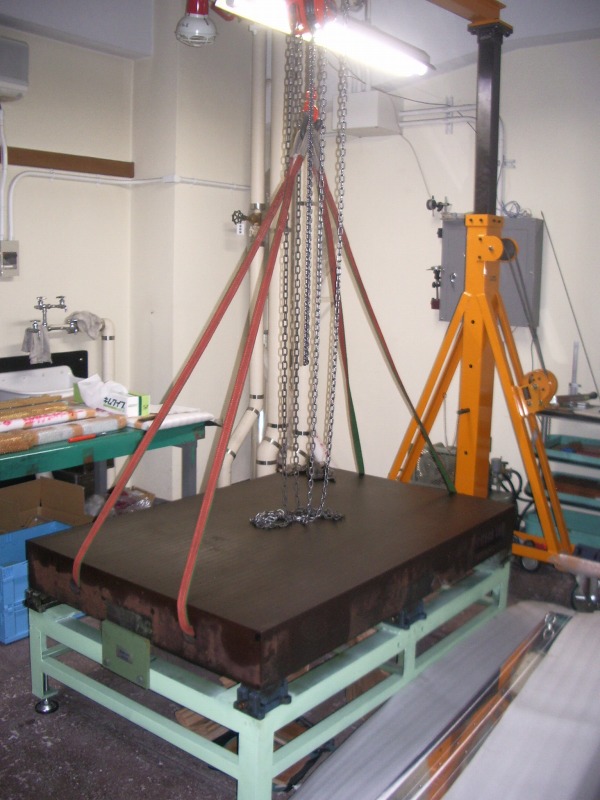
- レベリングブロックを定盤の下に敷く
定盤をクレーンで持ち上げ、レベリングブロックを入れます。この時、全体のバランスを考え、適時スペーサーを入れて、調整しやすい高さにしておくことが大切です。
| 定盤を吊り上げているところ | 定盤の下に入れたレベリングブロック |
|---|
 |
 |
作業手順
- 組立基準面の確保
鉄定盤(1500x1000)の下においたレベリングブロックにて、定盤の水平出しを行います。最初のうちはなかなか定盤の水平が安定しないのですが、徐々に変化が少なくなっていき、31日朝までには落ち着きました。
最終的には、水準器の最小分解能である0.02/1000mm以内に収まりました。
| 複数の水準器で水準器自体を校正 | 2個の水準器で定盤の水平出し |
時々水平を確認、再調整する | 組み立て作業中、常に水準器で定盤の水平を見る |
|---|
 |
 |
 |
 |
- ベースの水平出し
定盤の上にレベリングブロック(3点)を介してベースを乗せ、ベース上面の水平を出しました。・・・・0.02/1000 以内
この作業では、べース上面の平面性確認も確認しました。
ストレートエッジと隙間ゲージ(10μm)にて歪みや凹みの有無を調べたところ、ベース上面全てにおいて10μmの隙間ゲージが入らないことを確認。ストレートエッジの真直度は(2+L/100)μmですが、合わせてみると5μm以内の精度にはなっていると判断し、同時にベース上面を以後の測定の基準面として使えると判断しました。
| 最初の水平出し | ベース上面の平面性確認 |
ストレートエッジの真直度確認 | 最後にベース上面の水平を確認 |
|---|
 |
 |
 |
 |
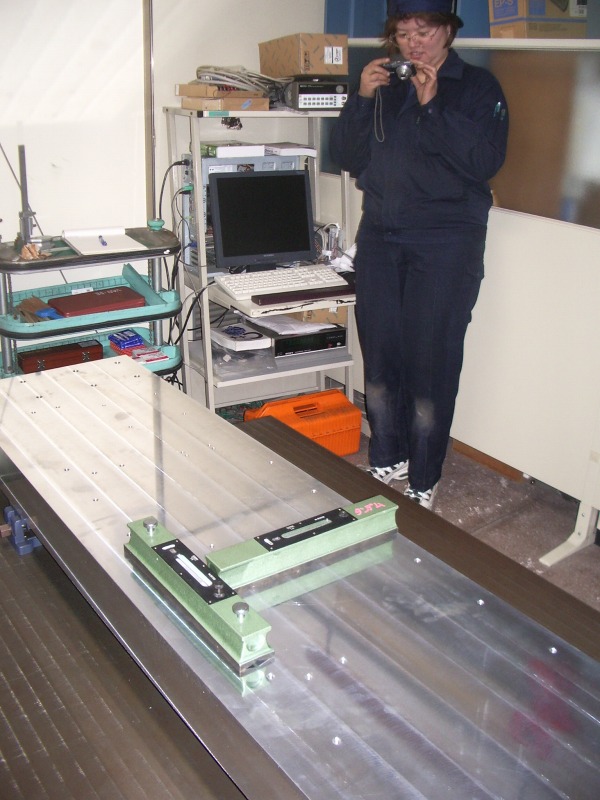
- レール基準面の測定
LMガイドの取り付け用レール(長・短)の加工状況は良好でした。
このレールの上面にLMガイドを取り付けるので、この二つの面を同一平面とすることが大切です。レールを仮取めして、夫々の取り付け面高のさを測定していきます。
このときの測定では、マグネットスタンドに1μm読みのデジタルゲージヘッドを取り付け、マグネットで2個のVブロックを吸い付け、ベース上をレールに沿って走らせることにしました。
設計値では、レールの高さは50mmであることから、ブロックゲージとアクセサリを用いて50mmの高さ標準を作り、それを基準として変位を測定することにしました。この測定方法は非常に再現性がよく、わかりやすいものとなりました。
この測定の結果、レール上面の高さに最大70μm程度の誤差のあることが判りました。
| ブロックゲージによる高さ標準 | レール上面の高さ測定 その1 |
レール上面の高さ測定 その2 | 最後にまた高さ標準で狂いの有無を確認 |
|---|
 |
 |
 |
 |
- 長尺レールの曲がり補正
LMガイド取り付け用レールの長いほうに曲がりのあることが判明しました。これは、ベース上で仮組みしたレールの上にLMガイドを乗せて見たところ、ねじの位置が合わないことに気がついたからです。
ベース上面に長いレールを90度倒してみると、中央のリニアエンコーダヘッド取り付け穴加工部が浮き上がっており、ここに0.8mmの隙間ゲージが入ります。これだけ大きく曲がっていてはLMガイドを取り付けることが出来ないので、両端に固定用の金具を取り付け、曲がっている中央部を反対側から調整ねじで押すことにしました。
レールの直線性は、1mのストレートエッジをあて、隙間ゲージ(10μm)が入らないことで確認しました。
| ストレートエッジとの隙間 | ベースブロックとの隙間 |
|---|
 |
 |
LMガイド取り付け用レールの曲がりも補正できたので、LMガイドの取り付け面の高さあわせを行いました。これは、レールとベースの間にシムを入れてしっかりねじを締め、デジタルゲージを走らせて誤差を確認します。この結果、レール取り付け面は5μm以内の誤差に収まりました。
- 長尺LMガイドの取り付け&調整
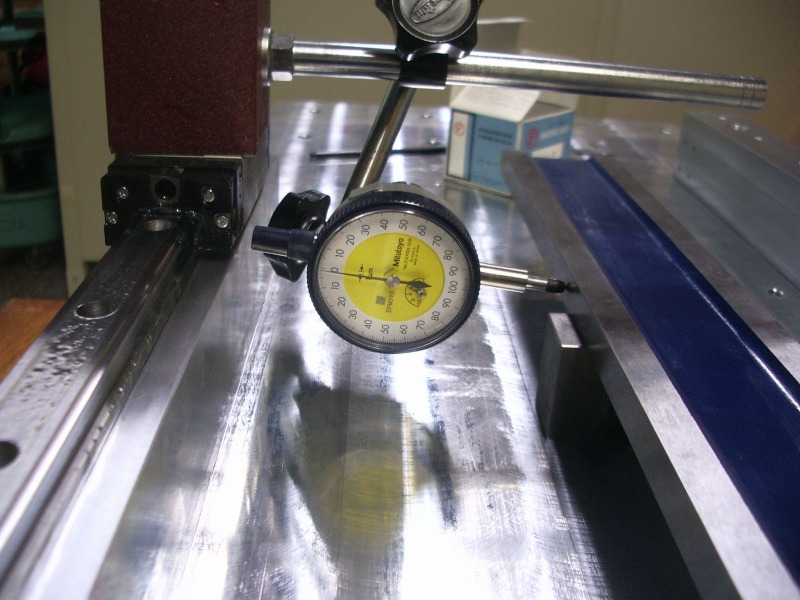
LMガイド取り付け用レールブロックは短い方が出来がよかったので、これにLMガイドをラフに取り付けたときのLMガイド軌道案内制度を見ることにしました。
移動ブロックの上にダイヤルゲージ(2μm読み)を乗せ、ストレートエッジを横に伏せて基準直線面とし、それをトレースしたところ、再現性よく走行精度を見ることができました。
この方法で、長尺側LMガイドの直線走り精度を確認しながらLMガイドを固定していきました。この作業は2~3度やり直し、毎回ほぼ同じような精度を得ることが出来ました。
細かい調整をせず、走り精度をみると±20μmの誤差がありましたが、取り付けねじをすこし緩めて誤差に少なくなるほうにLMガイドに力を加え、誤差がなくなったところで取り付けねじをしっかり締める・・・・という作業を繰り返したところ、誤差を最大6μm以内に収めることができました。
これにて、長尺LMガイド取り付け完了としました。
| 短レールで走り精度測定の再現性を確認 | 長尺側の走り精度 その1 |
長尺側の走り精度 その2 | 長尺側の走り精度 その3 |
|---|
 |
 |
 |
 |
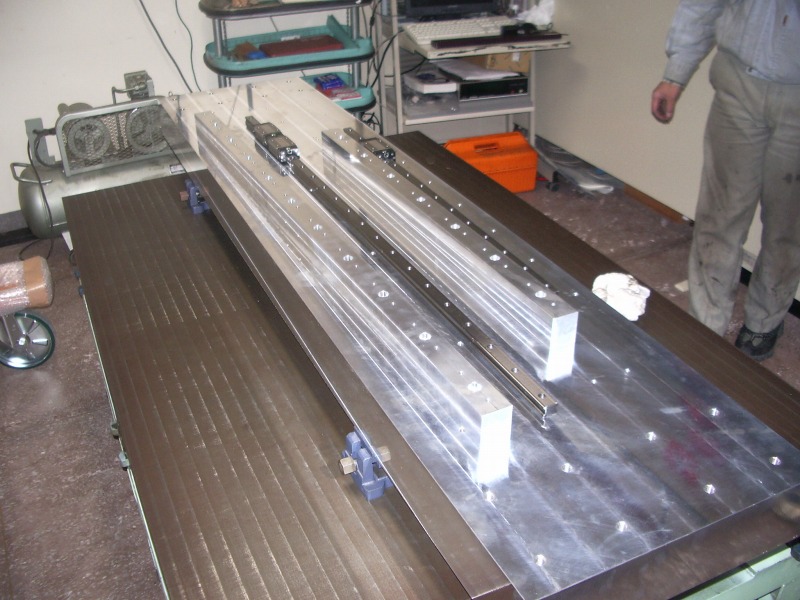
- 短尺側LMガイドの取り付け
長尺側のLMガイドには2個の移動ブロックが乗っており、これが直線運動します。短尺側は長尺側と平行に取り付ける必要がありますが、すでに長尺側2点が直線運動するので、横送り台の上面を仮固定し、長尺の移動に習って、短尺のレールを固定すればよいだけです。
早速ブロックを仮止めし、長尺側の直進性を信頼して短尺側のLMガイドを固定して走行の摺動抵抗を確認したところ、大きな変化も無くスムーズに動きました。これにて、設計値の精度でLMガイドを取り付けることができたことになります。
| 長尺LMガイドレール固定、短尺仮固定の状態 | 横送り台上面板の仮止め その1 |
横送り台上面板の仮止め その2 | 短尺レール固定後の走り摺動抵抗確認 |
|---|
 |
 |
 |
 |
- 各部分の水平の確認
最後に、再び、基準面となる鉄定盤、ベース上面の水平を確認した後、仮固定した横移動台上面の水準器が0.02/1000以内の精度にあることを確認。
仮組みした横送り機構の上面に水準器を置いたとき、0.02/1000以内を確認できたことは、それ以前の測定値が信頼できることを意味しています。
これにて、横軸の直線案内機構の組み立て完了となりました。
| 横移動台上面の水平確認 | 水準器 左 |
水準器 右 | 横に移動させて水準器を確認 |
|---|
 |
 |
 |
 |
2006年4月25日組み立て作業(京都大学にて)
3月に引き続き、横軸の駆動機構を完成させ、連休前にも制御装置の試験も兼ねた試運転を可能にする。
これまでの状況
リニアガイドは取り付け済み
移動台の取り付け面やエンコーダ等の取り付け面の加工も全て完了
作業内容
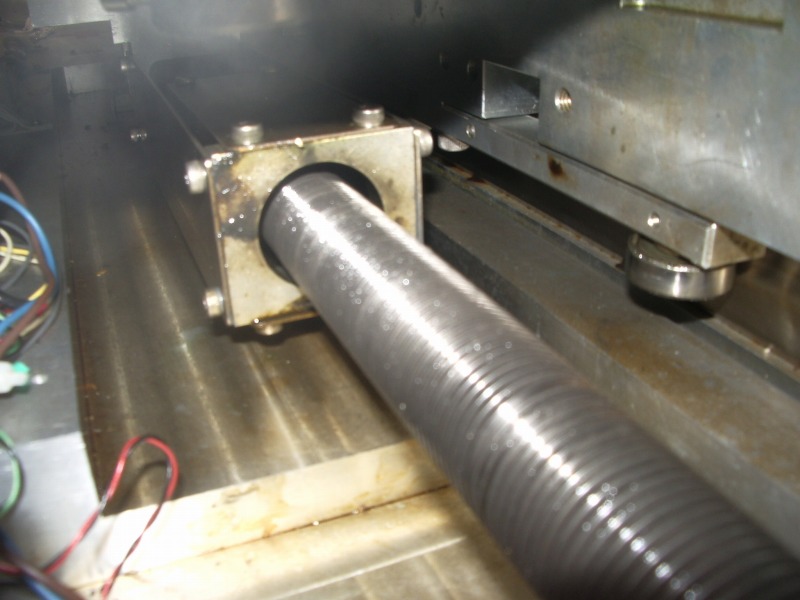
- ボールネジ取り付け
リニアガイドと平行にする。誤差は10μm以内。
ボールネジの軸受けブロックの下にシムを入れて高さをあわせる。
ベアリングブロックの固定端を仮止め、自由端側で平行を調整、全部合ったところでねじ固定。
| ボールねじの高さ合わせ |
ベアリングブロックの下にシムを入れて高さを調整 |
ボールネジとリニアガイドの平行 |
|---|
 |
 |
 |
 |
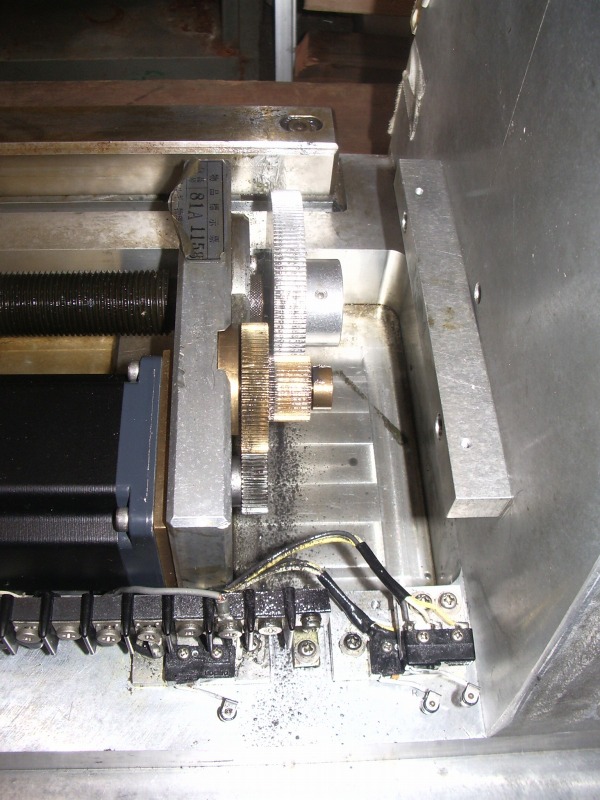
- モーター取り付け
ボールネジとモータの軸の中心を一致させる。誤差は50μm以内。
ボールネジとモータの軸が平行になるように、モーターハイジングの取り付け高さをあわせる。
軸芯を一致させたところで、モーターハウギングを仮止め。ハウジングの位置をデジタルノギスで測定。
モーターハウジングを取り外し、カップリングを挿入して先に測定した位置になるようハイジングを固定。
| モータとボールネジの軸芯を合わせてモーターハウジングを取り付ける |
|---|
 |
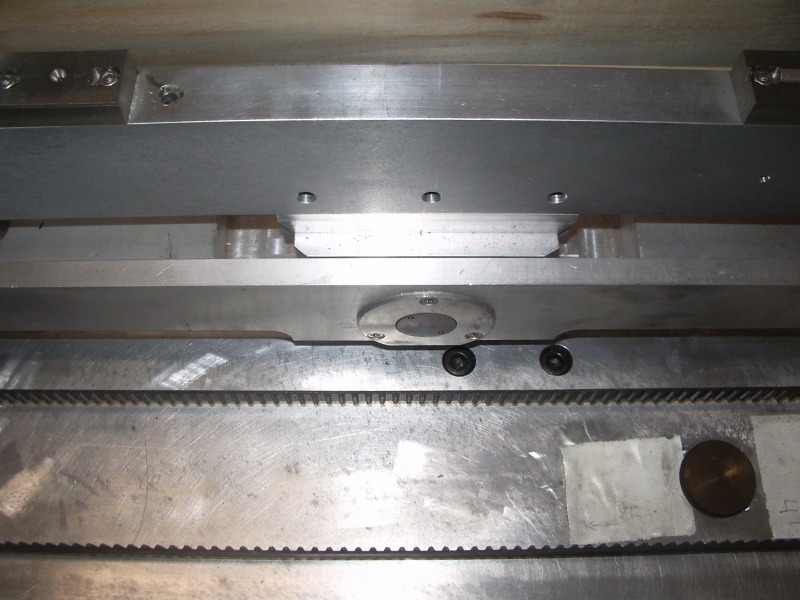
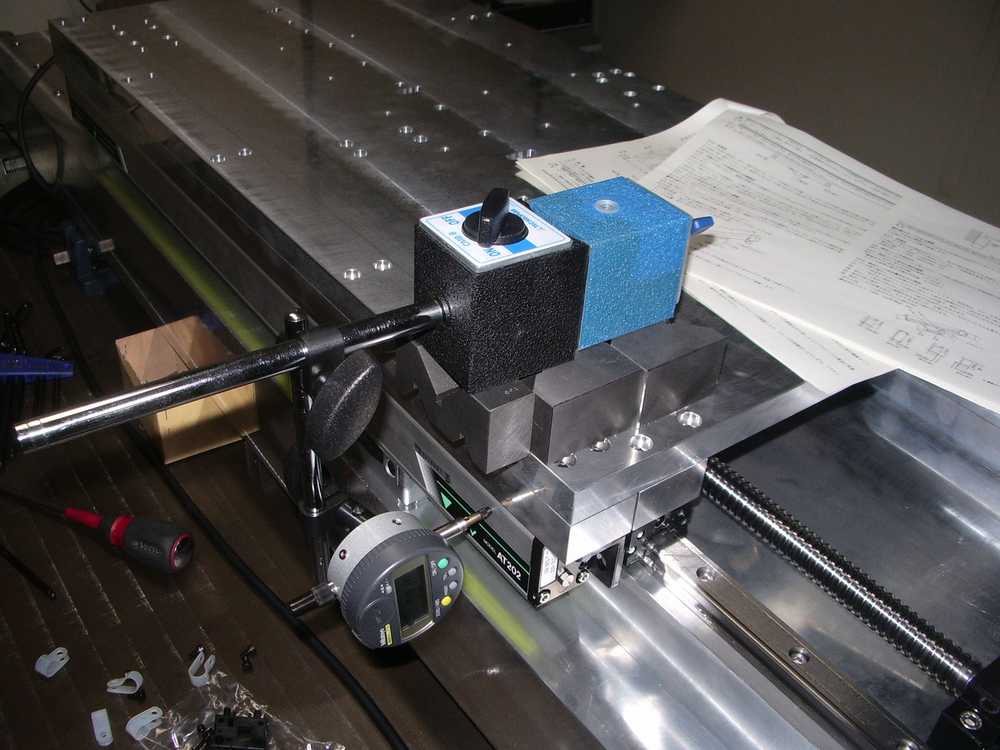
- 天板取り付け
リニアガイドの長尺側2個、短尺側1個のスライド台、ボールネジのナット側の上面を一致させて固定。
天板を乗せた状態でボールネジナットの上面が丁度良い高さにあることを確認、そのまま固定。
この状態で、モーターに通電し、パルスを入れれば左右に動くことを確認できた。このとき、負荷の変動は感じられない。
| 天板を仮止め、ボールネジのナットブロックが正しい高さになっているかを確認 |
|---|
 |
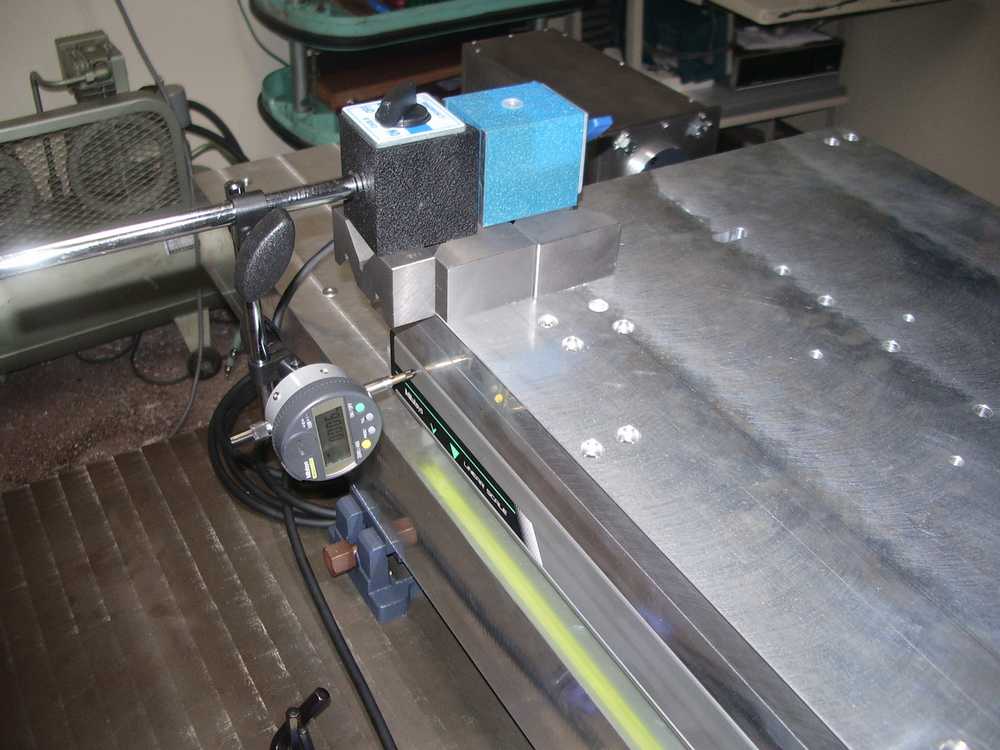
- リニアスケール取り付け
移動面に平行にリニアスケールを取り付ける。誤差は50μm以内。
リニアスケールの読み取り側を開いて分解能を設定。
リニアスケールを仮止めし、平行を確認、ねじを締める。
リニアスケール側の隙間を確認して固定。シム必要なかった。
| リニアスケールの読み取り側を開いて分解能を設定 |
リニアスケールを仮止めし、平行を確認 |
|---|
 |
 |
 |
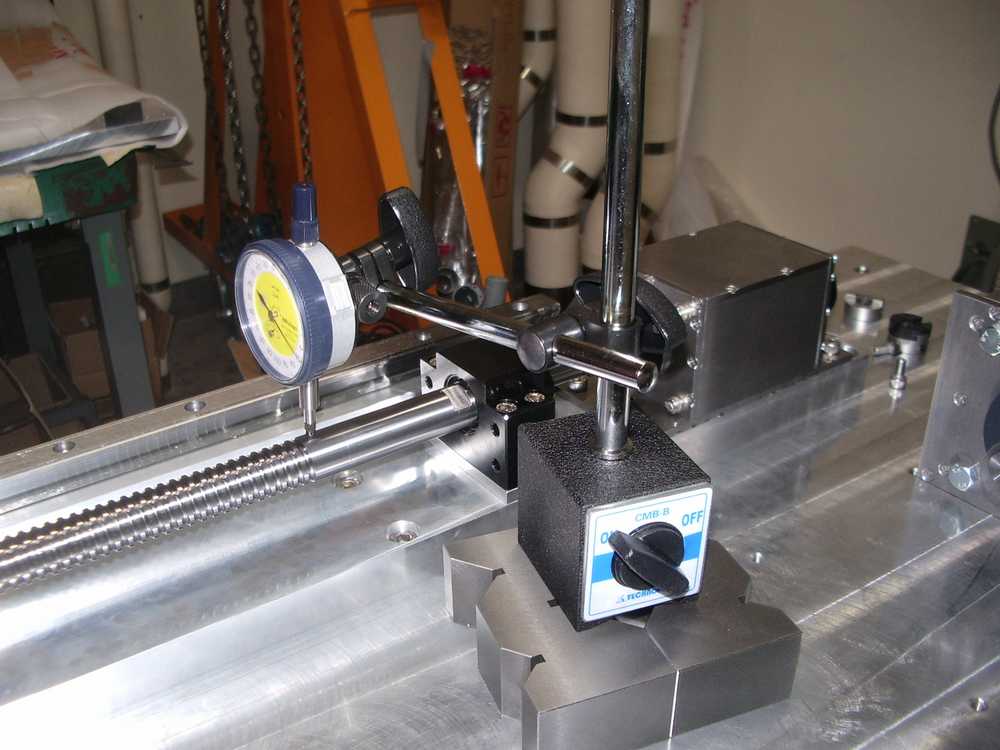
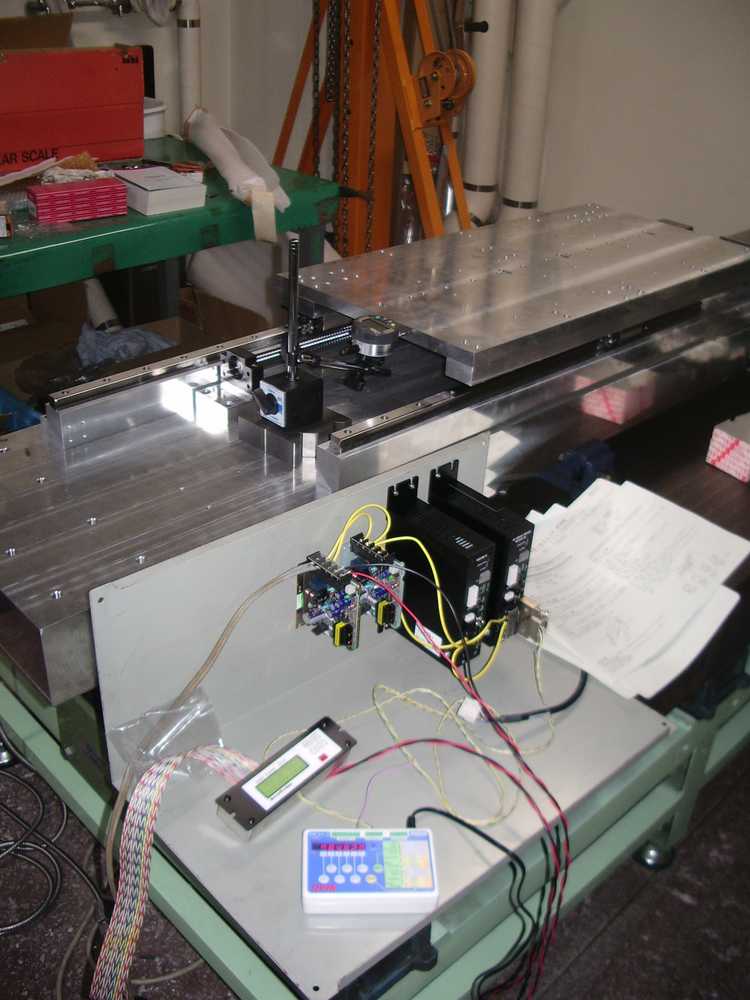
- 駆動試験
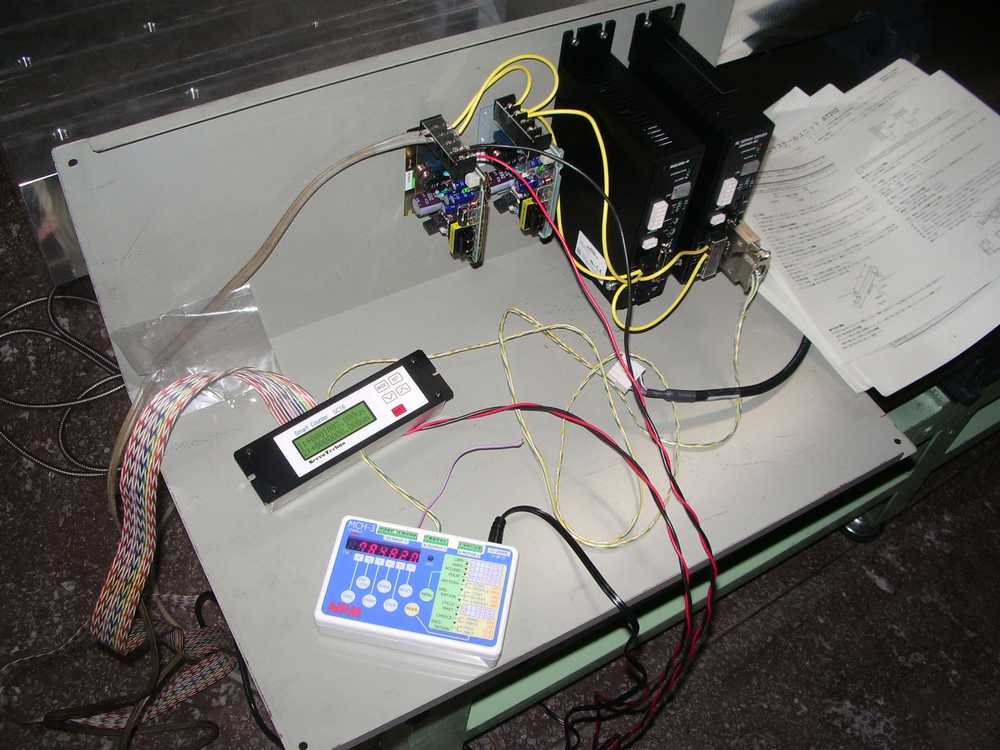
ハンディ型のパルス発生器と制御装置によって駆動試験を行う。
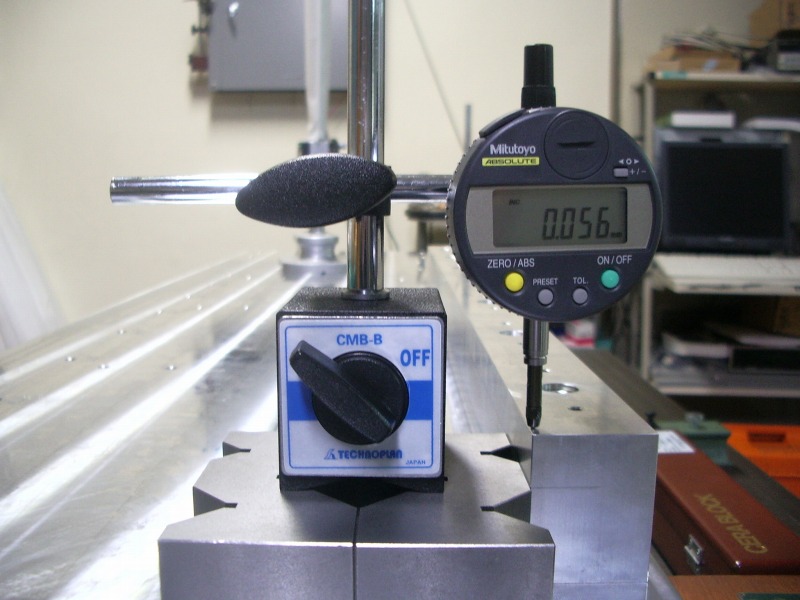
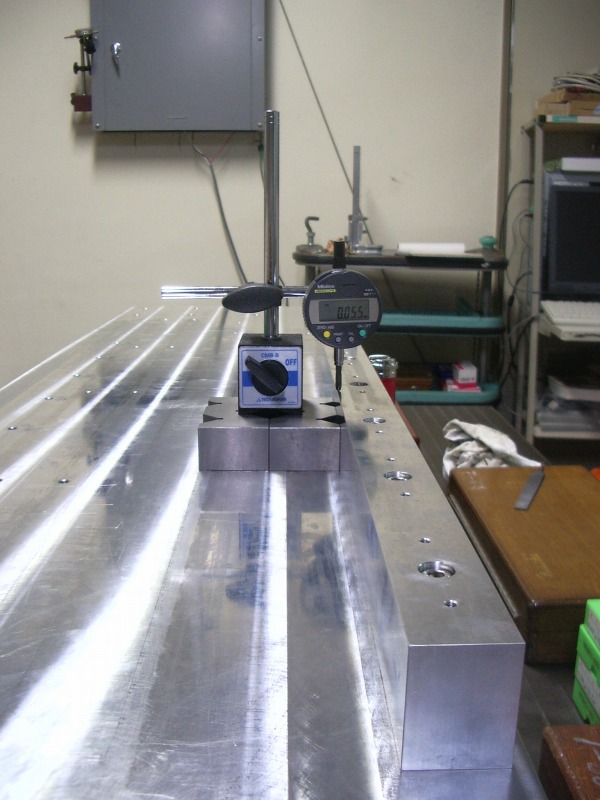
端面にデジタルインジケータを取り付け、測定範囲内で以下の試験を行った。
同じ位置に戻るかどうかを確認、 誤差1~2μm以内
指令値に対するカウンターの値との差 1~2μm以内
ボールネジを固定しているベアリングブロックが正しく組み上げられていれば、1~2μmの誤差は想定内。
| ハンディ型のパルス発生器 |
駆動試験/繰り返し位置決め精度の測定 |
|---|
 |
 |