ASTRO-F/FIS
更新記録:2006年4月18日更新
ASTRO-F は2006年2月22日の日本時間6時28分、M-V-8号機によって内之浦宇宙空間観測所から打ち上げられました。
軌道に載った ASTRO-F は「あかり」と名付けられました。
このASTRO-Rに搭載されている観測装置の一つがFIS(フーリエ分光器)です。
FIS自身やそれを支える構造は非常に複雑です。このようなものを作る技術の裏付けがあって始めて、このような開発研究が成立します。名古屋大学の研究を陰で支えてくれているいくつかの協力工場(町工場)の加工技術はとてもしっかりしていて、FISのような人工衛星に搭載する複雑精緻な部品の加工にも十分対応してもらえます。
しかしながら、最終的な加工精度の確認や、修正加工は、金工室で適時行なわなければなりません。
複雑な形状になればなるほど、治具などを考慮して、設計者に加工上の問題点を設計者に十分伝えることが、よい装置を作る重要な条件です。今回の仕事は、そうした意味で、協力工場の職人さんとの意思疎通の重要性など、お互いが勉強し合うものとなりました。
| 観測装置の全景 | 振動試験直後のFIS |
 |
 |
これはFISの心臓部である駆動部の部品です。この部品の中央部分は電磁石として働き、分光のための反射鏡を微小に動かします。この部分に設計通りコイルを巻きたいのですが、残念ながら加工の精度(同心性)が不十分なため、修正加工が必要となりました。
以下の写真は物理金工室の精密旋盤によって修正加工したものです。真鍮の芯をミクロン単位で切削していき、部品の穴とのハメアイを厳密にとった結果、ハメアイの摩擦抵抗のみで切削加工し、中央部分の肉圧を0.2mmとしたものです。
| コイルボビンの加工ー1 | コイルボビンの加工ー2 |
 |
 |
軸の直径はデジタルマイクロメータによって1μmまで測れます。江黒旋盤の軸受けは強制給油のメタルなので、回転精度(真円度)が良く、ミクロンの加工にも十分対応します。
横送り台の動きは1ミクロン読みのダイヤルゲージで見ます。これで刃物の切り込み量を正確に読むことができるので、1μmの精度で加工することが可能となります。
この修正加工によって、設計通りのコイル巻き数を得ることができるようになりました。この他にも、細い腕の部分に微細な溝を入れたり、腕の加工精度が悪かったので修正を施しています。
振動試験で強度不足が判明した部分の設計を見直し、新たに作り直しているFISの部品です。
FISを支える金具の加工方法は、前回はワーヤー放電加工でしたが、今回はフライス盤によるNC加工です。細かい部品の加工はワイヤー放電です。
新しい部品によって組立てたものを再び振動試験に掛けたところ、今度は壊れませんでした。
今回の試験で、板ばねの補強用の小さな部品(ばね)の曲がりが4個所のうち中央よりが大きくなっていました。
このことから、中央部分がより大きく振られた可能性が強いと考えられます。
| 振動試験後の本体 | 押さえバネ-横 | 押さえバネ-前 | 押さえバネ-斜め |
 |
 |
 |
 |
FISの動きを見るために精密な位置センサーが必要です。人工衛星に搭載する装置はできる限り小型軽量であることが望ましく、市販の位置センサーでは使えるものがありません。
U研では、FIS用の光の干渉を使った位置センサーを開発しています。その試作品の加工は、微細加工と通常の加工の中間的な位置にあります。微細加工の技術を用いれば実現できますが、加工コストが非常に大きくなってしまいます。通常の加工技術を用いれば、コストは低く押えることができます。
| 仮組した位置センサー | 図面と現物と刃物の対比 | コリメータレンズホルダ | 今回の作業で新たに作った刃物 |
 |
 |
 |
 |
物理金工室では、通常の加工技術の範囲で、こうした加工を実現できるよう努力しています。この位置センサーの加工は、正にそうした類のものでした。
現在、一般的に町工場で小型の部品を旋盤で加工する場合、中ぐりバイト(旋盤用の刃物をバイトと言います)の製作技術を持っていなければ、市販のバイトを使うしか方法がありません。今回の形状は、こうした市販のバイトでは製作困難なものでした。金工室では「必要なバイトは自分で作る」という先代(佐野さん)からの指導で、小径の中ぐりバイトも自作してきました。今回の加工は、そうした伝統が生きたものです。
刃物の先端の形状を自由に作ることができたとしても、その形状を正確に評価することができなければ加工物の精度を保証することはできません。昨年度購入した工具顕微鏡は正にこうした測定を得意とするもので、今回製作した刃物は全て工具顕微鏡で評価しました。工具顕微鏡がなければ、こうした加工は不可能だったわけです。
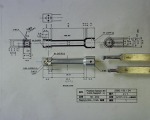
この写真では、右側の内径加工を物理金工室が担当し、外形、左側の四角形の加工はイシグロ工機が担当しました。イシグロ工機はNCフライス盤、放電加工機などのハイテク加工機を使いこなす貴重な協力者です。今回の左側の四角形の部分にはビームスプリッターが入るのですが、大変精度良くできていることが確認できました。
この写真はコリメータレンズホルダで、位置センサーの右側に中心軸がずれないように固定します。従って、この部分の加工は本体のとハメアイが厳しく(数μm以内)、且つ、内径加工の精度も厳しいものです。
ここに示した4本のなかぐりバイトが、位置センサーを作るために今回新たに作ったものです。
特に右から3番目のバイトは、レンズの中心を出すためのテーパ角度(45°)と深さ(1.1mm)を決める重要なもので、工具顕微鏡によって刃先形状を正確に測定してあります。
このページについてのご意見は、
kawai@ufp.phys.nagoua-u.ac.jpまでお願いします。

















