コンターマシンの鋸刃は機械に付属した溶接器によって接続するようになっています。
金工室では、鋸刃を以下の3種類用意しています。
- 汎用
汎用はアルミ合金、銅合金、プラスチック、など比較的柔らかいものを対象としています。
- 鉄用
鉄専用の鋸刃です。
- ステンレス鋼用
ステンレス鋼用はステンレス鋼のほかに、鉄・ニッケル合金などの難削材の切断に用います。この場合、切削速度は遅い方を選択し、切削油等で十分潤滑することによって、切断作業を容易にします。
| コンターマシン | コンターマシンを使った板の切断作業 |
|---|---|
 |
 |
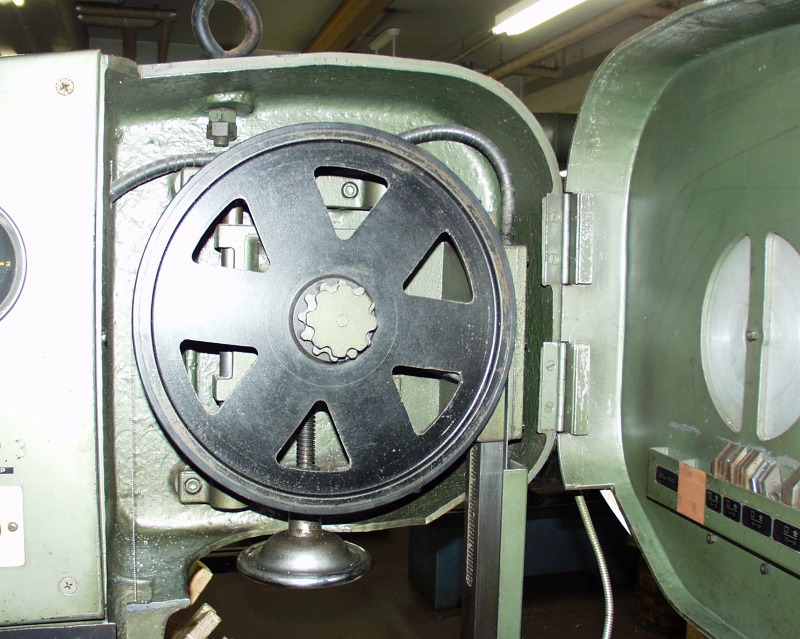
- コンターマシンの構造
コンターマシンの構造を紹介しましょう。
コンターマシンは上下に車輪状のプーリーを配し、これによってループ状の鋸刃を回転させるようになっています。
鋸刃の出ている部分は切断する板の厚さ+α程度に調整します。この調整は裏側のロックハンドルと上下動ハンドルによって行います。鋸刃を必要以上に出していると、正確に切断できないばかりか、思わぬ事故につながるので注意してください。
テーブルにはガイドが付いています。
ループ上の鋸歯を上下のプーリーで回転 鋸歯の出ている部分と調整 テーブルとガイド 




- コンターマシンの使い方
コンターマシンを起動するには、右下の速度切り替えレバーを高速(押す)もしくは低速(ひく)のいずれかに倒しながら正面左の黒ボタンスイッチを押します。停止は赤ボタンスイッチを押します。
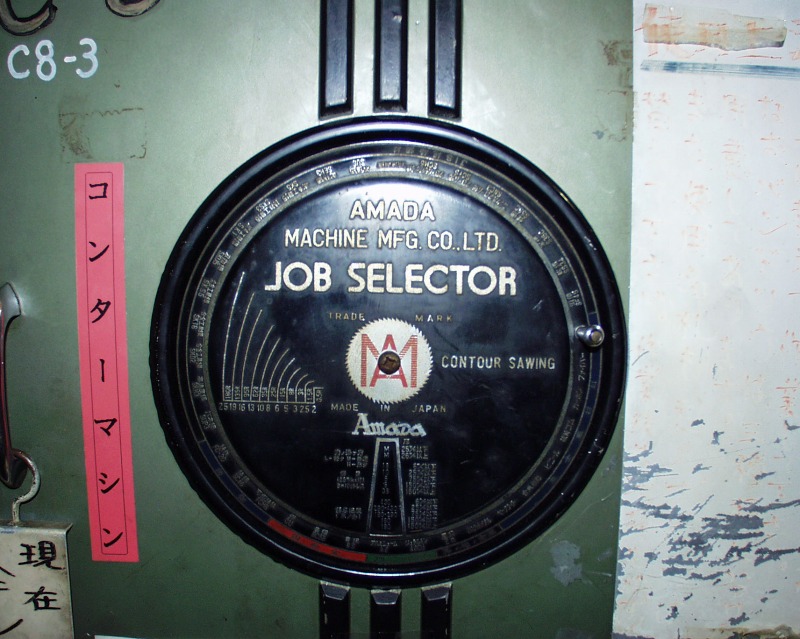
電源スイッチの上に速度メータがあり、鋸歯の速度を表示しています。回転速度を微調整したい場合は、左下のハンドルを回します。適正な速度はジョブセレクターで材料の種類と板厚から読み取ります。
速度切り替えレバー 電源スイッチと速度メータ ジョブセレクター 速度調整ハンドル 


- コンターマシンを使う上での注意事項
無理な切断作業を行ったり、速度が不適切な場合は鋸歯が切れてしまうことがあります。このような場合は金工室のスタッフに連絡してください。むやみに扉を開けると、中のプーリーがまだ回っていることがあり、たいへん危険です。
鋸歯の溶接は金工室のスタッフが行います。コンターマシンには鋸歯の溶接機が付属しており、鋸歯を切ったりつないだりすることができます。板の中央部分を切り取りたい場合にも対処できますのでご相談下さい。
鋸歯の溶接機 
小さな材料を切断する場合、材料を押す指が鋸歯の至近距離となって、ちょっとした弾みで鋸歯に触れてしまい、指先を切るという事故がおきています。こうした場合は、木切れなどを介して材料を押すようにします。
コンターマシンの掃除は、テーブルの下側や、下の扉を開いて、内部に溜まった切りくずを取り除いておいてください。このとき、プーリーを回さないように注意してください。
小さい材料を押す木切れ 下の扉の中も掃除をしてください 








return to top !
のこ盤(丸棒等の切断)
のこ盤とは、金鋸の歯をループ状につなぎ、これを回転させて連続的に金鋸による切断作業を行なう機械で、コンターマシンとよく似ていますが、こちらは鋸刃を切断することは出来ません。
バイスによって材料をしっかり固定できるので、丸棒やパイプ、アングルなどの長い材料を切断するのに用います。
金工室ののこ盤は最大200mmまで切断することができます。
この機械は油圧による制御機構が付いており、さらに切削油も自動的に出てきます。パイプを切断する場合は切削油がパイプの両端に伝わってこぼれるので、パイプ両端の下にオイルパンなどをおく必要があります。
鋸歯の溶接機

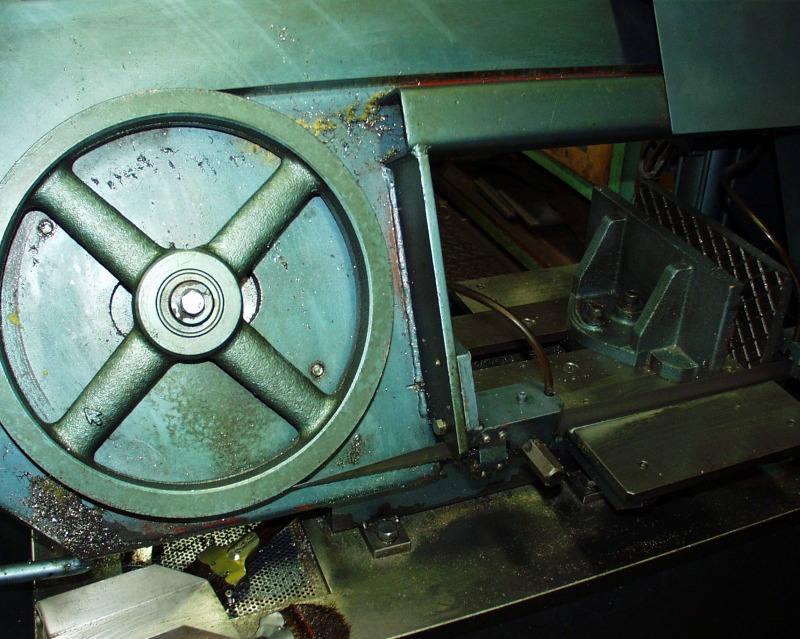
- バンドソーの構造
バンドソーの構造は、コンターマシンと同じですが、より厚くて幅の広い鋸歯がループ状になっていて、こちらは鋸歯を切断して使うことはできません。
鋸歯部分は油圧制御となっていて、油圧シリンダー、ニードルバルブ、油圧ポンプによって構成されています。
切断部分 プーリーの構造 鋸歯はねじられている 油圧駆動部




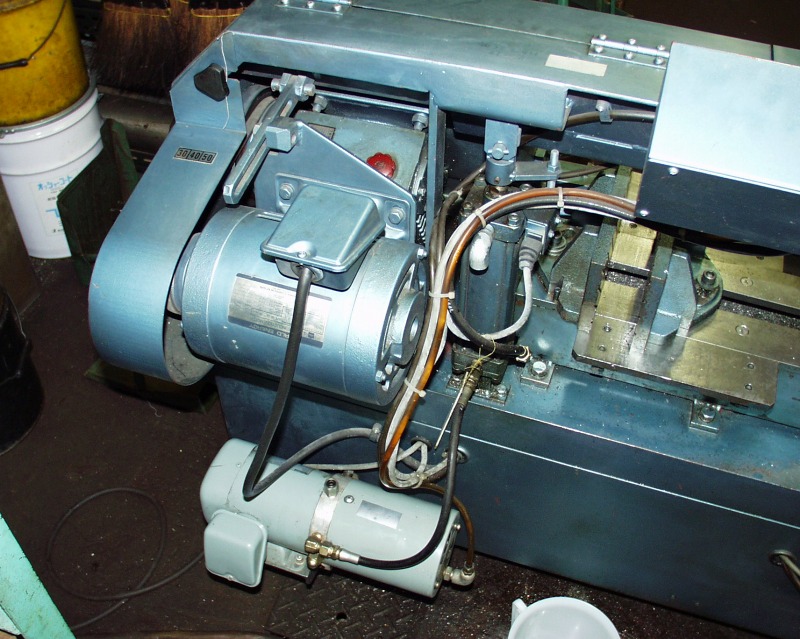
- バンドソーの使い方
バンドソーの操作は上部の小さいパネルについているスイッチとノブで行います。
一番右のスイッチはアーム部分の上昇、上野黒いスイッチは鋸歯回転、赤いスイッチは鋸歯停止です。
左のノブはアームの下降速度調整で、普段は「ゼロ」にして置いてください。切断作業時のアーム下降速度は15〜20です。
一旦アームを上昇させて、在庁をバイスでしっかり固定し、アーム下降速度調整ノブを右に回して早く下降させると効率がよいのですが、ノブを元に戻すのが遅れて材料に鋸歯をぶつけると、鋸歯が破損するので注意してください。
鋸歯を回転させると切削油が自動的に供給されます。切削油の量はバルブで調整できます。
バンドソーの操作パネル バイスのハンドル 自動給油装置とバルブ



return to top !
電動シャー(薄板の切断)
電動シャーとは、いわゆるギロチンの機構で板材を切断する機械です。
この電動シャーは油圧動作となっており、固定刃に対する移動刃の間隔が切断する材料の板厚に最も良好となるように、調整できるのが大きな特徴です。これをクリアランス調整といいます。クリアランス調整のおかげで、薄い板(0.2mm)から最大厚さまで、精度よく切断することが出来ます。
切断能力は、最大板厚=3.2mm(SS400)、最大切断幅=1280mmです。
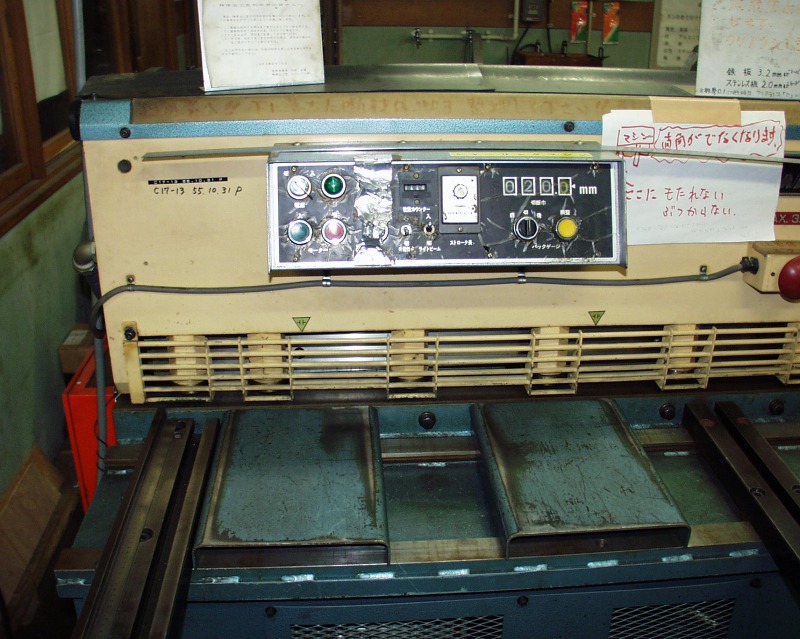
この電動シャーには精度の高いバックゲージが付いているので、0.1mmの精度で切断できます。
電動シャー 電動シャー前面 電動シャー横面



電動シャーの操作は前面の操作パネルに集中しています。
電源を入れ、クリアランス調整を行い、バックゲージを希望の数値にあわせて、材料を奥のバックゲージに当たるまで隙間に押し入れます。
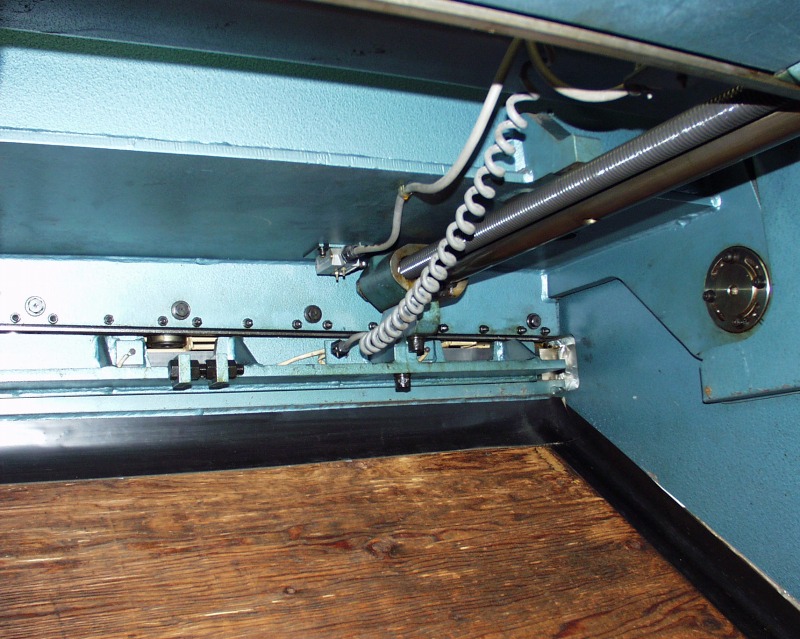
クリアランス調整は切断機の左側奥にあります。ハンドルの目盛を切断する板の厚さに合わせるのですが、この目盛は鉄板を想定したものとなっているので、鉄より柔らかい材料(アルミニウム、銅、真鍮、プラスチックなど)は2〜30%少なめに、ステンレス鋼の場合は2〜30%多めに設定します。
バックゲージに当たったら、足元のフットスイッチのペダルを踏むと、板が切断されます。切断された板は反対側に落ちるので、後でそれを拾います。このとき、切断された板が落ちる場所を木の板でスロープ状にしてあるので、落ちた衝撃で板材の角が潰れることはありません。
クリアランス調整 クリアランス調整ハンドル バックゲージ



テーブル手前の格子は手が隙間に入らないように保護するためのものです。この格子は絶対に取らないようにしてください。
シャーによる切断は、狭い間隔で切断する場合(帯状に)どうしても切断されたもののねじれが生じます。このねじれはある程度仕方ないのですが、どうしてもねじれては困るという加工にはシャーは不適切です。こうした場合はコンターマシンで荒加工に、フライス盤で仕上げ加工をするしかありません。
電動シャーの電源スイッチ バックゲージのスイッチと表示 防護用格子(安全カバー) 後部のスロープ




return to top !


| 鋸歯の溶接機 |
|---|
 |
バンドソーの構造は、コンターマシンと同じですが、より厚くて幅の広い鋸歯がループ状になっていて、こちらは鋸歯を切断して使うことはできません。
鋸歯部分は油圧制御となっていて、油圧シリンダー、ニードルバルブ、油圧ポンプによって構成されています。
| 切断部分 | プーリーの構造 | 鋸歯はねじられている | 油圧駆動部 |
|---|---|---|---|
 |
 |
 |
 |
バンドソーの操作は上部の小さいパネルについているスイッチとノブで行います。
一番右のスイッチはアーム部分の上昇、上野黒いスイッチは鋸歯回転、赤いスイッチは鋸歯停止です。
左のノブはアームの下降速度調整で、普段は「ゼロ」にして置いてください。切断作業時のアーム下降速度は15〜20です。
一旦アームを上昇させて、在庁をバイスでしっかり固定し、アーム下降速度調整ノブを右に回して早く下降させると効率がよいのですが、ノブを元に戻すのが遅れて材料に鋸歯をぶつけると、鋸歯が破損するので注意してください。
鋸歯を回転させると切削油が自動的に供給されます。切削油の量はバルブで調整できます。
| バンドソーの操作パネル | バイスのハンドル | 自動給油装置とバルブ |
|---|---|---|
 |
 |
 |
この電動シャーは油圧動作となっており、固定刃に対する移動刃の間隔が切断する材料の板厚に最も良好となるように、調整できるのが大きな特徴です。これをクリアランス調整といいます。クリアランス調整のおかげで、薄い板(0.2mm)から最大厚さまで、精度よく切断することが出来ます。
切断能力は、最大板厚=3.2mm(SS400)、最大切断幅=1280mmです。
この電動シャーには精度の高いバックゲージが付いているので、0.1mmの精度で切断できます。
| 電動シャー | 電動シャー前面 | 電動シャー横面 |
|---|---|---|
 |
 |
 |
電動シャーの操作は前面の操作パネルに集中しています。
電源を入れ、クリアランス調整を行い、バックゲージを希望の数値にあわせて、材料を奥のバックゲージに当たるまで隙間に押し入れます。
クリアランス調整は切断機の左側奥にあります。ハンドルの目盛を切断する板の厚さに合わせるのですが、この目盛は鉄板を想定したものとなっているので、鉄より柔らかい材料(アルミニウム、銅、真鍮、プラスチックなど)は2〜30%少なめに、ステンレス鋼の場合は2〜30%多めに設定します。
バックゲージに当たったら、足元のフットスイッチのペダルを踏むと、板が切断されます。切断された板は反対側に落ちるので、後でそれを拾います。このとき、切断された板が落ちる場所を木の板でスロープ状にしてあるので、落ちた衝撃で板材の角が潰れることはありません。
| クリアランス調整 | クリアランス調整ハンドル | バックゲージ |
|---|---|---|
 |
 |
 |
テーブル手前の格子は手が隙間に入らないように保護するためのものです。この格子は絶対に取らないようにしてください。
シャーによる切断は、狭い間隔で切断する場合(帯状に)どうしても切断されたもののねじれが生じます。このねじれはある程度仕方ないのですが、どうしてもねじれては困るという加工にはシャーは不適切です。こうした場合はコンターマシンで荒加工に、フライス盤で仕上げ加工をするしかありません。
| 電動シャーの電源スイッチ | バックゲージのスイッチと表示 | 防護用格子(安全カバー) | 後部のスロープ |
|---|---|---|---|
 |
 |
 |
 |