俶俠僼儔僀僗斦偺僾儘僌儔儈儞僌
丂偙偺儁乕僕偼俶俠僼儔僀僗斦僾儘僌儔儈儞僌偺婎慴偵偮偄偰夝愢偟偨傕偺偱偡丅
丂偙偺撪梕偼丄嬥岺幒偺婡夿岺嶌儅僯儏傾儖偵宖嵹偝傟偰偄傞傕偺傪倂倕倐梡偵庤捈偟偟偨傕偺偱偡丅報嶞宍幃偱弌椡偡傞応崌偼俹俢俥僼傽僀儖乮俙係偱俈暸乯傪偛棙梡壓偝偄丅
傕偔偠
- 偼偠傔偵
- 俶俠僾儘僌儔儈儞僌偲偼
- 俶俠僼儔僀僗斦乮岺嶌婡夿乯傪巊偭偨壛岺嶌嬈偺棳傟
- 俶俠僼儔僀僗偵傛傞壛岺
- 婲摦帪偺尨揰愝掕
- 俶俠僾儘僌儔儉偺奣梫偲擖椡曽朄
- 壛岺尨揰偲傾僾儘乕僠僇僢僩
- 幚嵺偺俶俠僾儘僌儔儉
- 僒儞僾儖僾儘僌儔儉
- 俶俠尵岅偺夝愢
- 僾儘僌儔儉塣揮
- 僾儘僌儔儉偺僨僶僢僌
- 俶俠僾儘僌儔儉塣揮
- 娙堈僾儘僌儔儉塣揮
偙偺PAGE偵偮偄偰偺偛堄尒偼丂kawai仏tech7.sci.nagoya-u.ac.jp傑偱偍婅偄偟傑偡丅乮僗僷儉杊巭偺偨傔偵仐傪仏偱昞尰偟偄傑偡偺偱丄偙偺晹暘傪彂偒姺偊偰偔偩偝偄乯
偼偠傔偵
俶俠僾儘僌儔儈儞僌偲偼
丂俶俠偲偼悢抣惂屼丄僯儏乕儊儕僇儖丒僐儞僩儘乕儖偺偙偲偱偡丅
丂岺嶌婡夿傪僐儞僺儏乕僞傪巊偭偰摦偐偡偙偲偵傛傝丄帺摦壔偟傛偆偲偄偆偺偑戝偒側栚揑偱偡丅
丂崱擔偺挻惛枾壛岺傪峴偆岺嶌婡夿偼丄恖娫偑棫偪擖傟側偄傛偆側尩偟偄壏搙娗棟傪昁梫偲偟偰偄傞偺偱丄姰慡偵帺摦壔偡傞偙偲偼傕偺偯偔傝偺嵟愭抂媄弍偺堦偮偱傕偁傝傑偡丅
丂偪側傒偵丄偙偙偱偺夝愢偼丄懠偺俶俠僾儘僌儔儈儞僌偵傕栶偵棫偰傟偽偲巚偄丄婡庬偵傛傞堘偄傪偱偒傞尷傝旔偗偰嵟傕堦斒揑側柦椷懱宯傪巊偭偨俶俠僾儘僌儔儉傪峫偊傑偟偨偑丄俶俠慁斦偱偼嵗昗偺庢傝曽偑堎側傞側偳丄俶俠岺嶌婡夿偺庬椶傗丄惂屼憰抲偵傛偭偰堎側偭偰傞偲偙傠傕偨偔偝傫偁傞偺偱丄偙偙偱偼丄俶俠僾儘僌儔儉偵傛偭偰壛岺偡傞帪偺峫偊曽傗丄僾儘僌儔儉偺嶌傝曽偺僐僣傪抦偭偰偄偨偩偗傟偽偲巚偄傑偡丅
丂偦傟偱偼丄僐儞僺儏乕僞傪巊偭偰僼儔僀僗斦傪摦偐偡曽朄丄偡側傢偪乽俶俠僾儘僌儔儈儞僌乿偵偮偄偰丄夝愢偟傑偡丅
丂乽俶俠僾儘僌儔儈儞僌乿偲偼丄恖娫偑婡夿偺摦偒傪僐儞僺儏乕僞偑擣幆偱偒傞柦椷偵抲偒姺偊丄弴彉椙偔暲傋偰偍偒丄偦傟傪僐儞僺儏乕僞偑幚峴偟傑偡丅僐儞僺儏乕僞偼丄俶俠僾儘僌儔儉偵婰嵹偝傟偨柦椷傪丄僒乕儃儌乕僞乕傪摦偐偡側偳偺堦楢偺摦嶌偵抲偒姺偊偰弴師幚峴偟丄偦偺寢壥偲偟偰僼儔僀僗斦偺僥乕僽儖傗庡幉偑摦偒丄壛岺偑幚巤偝傟傞丒丒丒偲偆傢偗偱偡丅
丂偙偺偲偒偺柦椷傪弴彉椙偔暲傋傞嶌嬈偺偙偲傪俶俠僾儘僌儔儈儞僌偲偄偄傑偡丅
丂俶俠岺嶌婡夿偺柦椷懱宯丒丒丒偙傟傪僾儘僌儔儈儞僌尵岅偲偄偄傑偡偑丄俶俠岺嶌婡夿偼乽俧僐乕僪乿偲屇偽傟傞懱宯傪傕偭偰偄傑偡丅乽俧僐乕僪乿偼婡夿偺嵗昗宯傪偦偺傑傑倃丆倄丆倅偵懕偔悢抣偱昞偟丄僥乕僽儖傪摦偐偡俧亅亅丄庡幉偺俷俶亅俷俥俥傗僾儘僌儔儉偺廔抂側偳傪昞偡俵亅亅丄僥乕僽儖偺堏摦懍搙傪昞偡俥亅亅丄岺嬶偺曗惓僨乕僞傪昞偡俢亅亅側偳丄傾儖僼傽儀僢僩戝暥帤偺侾帤偲悢帤傪慻傒崌傢偣偨扨弮側峔惉偱偡丅
丂僐儞僺儏乕僞丒僾儘僌儔儉偱偼柦椷偺棳傟傪惂屼偡傞柦椷懱宯偑晅偒暔偱偡偑丄俧僐乕僪偱偼僗僞乕僩偲僄儞僪偺懠偵僒僽儖乕僠儞偺屇傃弌偟偑偁傞掱搙偺丄戝曄僔儞僾儖側傕偺偱偡丅
丂偙偺傛偆側扨弮側柦椷懱宯傪丄帺暘偺壛岺偟偨偄庤弴偳偍傝偵暲傋偰偄偔偺偼娙扨側傛偆偱丄幚偼埲奜偵擄偟偄偲偙傠偑偁傝傑偡丅壛岺偺庤弴傪偳偺傛偆偵俧僐乕僪偵抲偒姺偊傞偐傪傛偔峫偊側偄偲丄僾儘僌儔儉傪嶌傞帪娫偑偐偐偭偰偟傑偄傑偡丅
俶俠僼儔僀僗斦乮岺嶌婡夿乯傪巊偭偨壛岺嶌嬈偺棳傟
丂俶俠岺嶌婡夿偼僾儘僌儔儉傪嶌偭偰偦傟傪幚峴偡傞傢偗偱偡偑丄幚嵺偵偼僾儘僌儔儉塣揮偵帄傞傑偱怓乆側嶌嬈偑偁傝傑偡丅
丂埲壓偵丄俶俠僼儔僀僗斦傪巊偭偰壛岺偡傞偲偒偺庤弴傪帵偟傑偡丅
侾丄俶俠僼儔僀僗斦乮俶俠岺嶌婡夿乯偺棫偪忋偘
丂丂俶俠岺嶌婡夿偼揹尮傪搳擖偟偨屻丄尨揰愝掕乮婡夿尨揰傪庢傞乯側偳偺堦楢偺嶌嬈偑昁梫偱偡丅
俀丄僾儘僌儔儉偺奣梫傗嵗昗宯傪寛傔傞亖壛岺庤弴傪寛傔傞
丂丂椺丗岺嬶宎曗惓仌傾僢僾僇僢僩傪巊偭偨峳庢傝壛岺偺師偵僟僂儞僇僢僩傪巊偭偨巇忋偘壛岺傪峴偆
丂丂丂丂堦屄偩偗側傜愨懳嵗昗丄摨偠宍忬傪孞傝曉偡応崌偼憡懳嵗昗
俁丄僾儘僌儔儉傪擖椡偡傞
丂丂婡庬偵傛偭偰曽朄偑堎側傝傑偡
係丄僶僌乮娫堘偄乯庢傝乮僨僶僢僌乯
丂丂僨僶僢僌偺曽朄傕婡庬偵傛偭偰堎側傞偙偲偑偁傝傑偡丅巹偨偪偼庡幉偵僒僀儞儁儞傪琊偊偰丄僟儈乕偺斅偵壛岺偺宱楬傪昤偐偣傞偙偲偵偟偰偄傑偡丅
俆丄岺嶌暔傪屌掕
丂丂岺嶌暔傪庢傝晅偗傑偡丅婡夿偺壱摦椞堟偐傜壛岺斖埻偑偼傒弌偱側偄傛偆庢傝晅偗埵抲傪峫偊傑偡丅
俇丄壛岺尨揰傪寛傔傞
丂丂倃丆倄丄倅偺嵗昗傪岺嶌暔偺嵗昗偵崌傢偣傑偡丅
俈丄壛岺奐巒
丂丂偙傟偱傛偆傗偔俶俠壛岺奐巒偱偡丅嵟弶偺壛岺偱偼丄壛岺懍搙乮俥偺抣乯偑揔惓偱偁傞偐偳偆偐傪妋擣偟丄昁梫偵墳偠偰懍搙偺僆乕僶乕儔僀僪乮侽乣俀侽侽亾傑偱僥乕僽儖偺憲傝懍搙傪庤摦偱曄壔偝偣傞偙偲偑偱偒傞乯傪挷惍偟傑偡丅
俉丄楢懕塣揮
丂丂壛岺懍搙側偳偺廋惓傪壛偊偨屻丄挿偄壛岺偱偼帺摦塣揮傪梡偄傑偡丅
丂丂婣戭慜偵僾儘僌儔儉塣揮傪奐巒偝偣丄梻擔搊峑乮弌嬑乯偟偨偲偒偵弌棃忋偑偭偰偄傞丒丒丒偲偄偆傛偆側偙偲偑偱偒傑偡丅
俋丄悺朄妋擣
丂丂壛岺偑姰椆偟偨傜岺嶌暔傪僥乕僽儖偵屌掕偟偨忬懺偱昁偢應掕偟丄娫堘偄偑側偄偐傪妋擣偟傑偡丅
偙偺儁乕僕偺愭摢偵傕偳傞
侾丏俶俠僼儔僀僗偵傛傞壛岺
丂偙偙偱偼堦斒揑側俶俠壛岺偵偮偄偰愢柧偟傑偡丅 丂嬥岺幒偵偼擔棫偲怴妰偺僼儔僀僗斦偑偁傝傑偡偑丄屄乆偺俶俠岺嶌婡夿偺巊偄曽偵偮偄偰偼偦傟偧傟堎側傝傑偡偺偱丄婡夿偵晅懏偟偰偄傞愢柧彂傪傛偔撉傫偱偔偩偝偄丅
侾乯婲摦帪偺尨揰愝掕
丂尨揰愝掕偲偼丆俶俠惂屼憰抲偵婡夿嵗昗偺尨揰傪嫵偊傞偙偲偱丄俶俠岺嶌婡夿傪塣揮偡傞応崌丆嵟弶偵峴偆嶌嬈偱偡丅
丂俶俠僼儔僀僗斦偺僥乕僽儖偵偼壗傜偐偺宍偱僥乕僽儖偑堏摦偟偨挿偝傪寁應偡傞憰抲偑慻傒崬傑傟偰偄傑偡丅
丂嬥岺幒偵偁傞擔棫僼儔僀僗偲怴妰僼儔僀僗偼偳偪傜傕儕僯傾僄儞僐乕僟偑庢傝晅偗偰偁傝丄侾儈僋儘儞偺扨埵偱堏摦嫍棧傪寁應偟偰偄傑偡丅偙傟傜偺儕僯傾僄儞僐僟偵偼愨懳尨揰偑揹婥揑偵撉傒庢傟傞傛偆側岺晇偑偝傟偰偍傝丄尨揰愝掕偼偙偺僗働乕儖偺愨懳尨揰傪撉傒崬傓嶌嬈偲側傝傑偡丅
丂尨揰愝掕偵傛偭偰俶俠惂屼憰抲偼婡夿偵摿桳側奺幉偺壜摦斖埻尷奅側偳傪惓偟偔擣幆偟傑偡丅晛捠偺俶俠僼儔僀僗斦偼僥乕僽儖偺倃丆倄丆倅偺俁幉偵偮偄偰尨揰撉傒弌偟傪峴偆傛偆偵側偭偰偄傑偡丅
丂偙偺尨揰愝掕偵偮偄偰傕丄儊乕僇乕傗婡庬偛偲偵峫偊曽傗憖嶌曽朄偑堎側傞偺偱拲堄偟偰偔偩偝偄丅
俀乯俶俠僾儘僌儔儉偺奣梫偲擖椡曽朄
丂嵟弶偵愢柧偟偨傛偆偵丄俶俠僾儘僌儔儉偼恘暔岺嬶偲岺嶌暔傪偳偺傛偆偵摦偐偡偐傪婡夿偵柦椷偡傞傕偺偱偡丅俶俠僾儘僌儔儉偺柦椷懱宯偼丄倃倄倅嵗昗傗堏摦曽朄傪巜帵偡傞傕偺偲丄庡幉惂屼傗僾儘僌儔儉偺棳傟傪惂屼偡傞傕偺偐傜側偭偰偄傑偡丅
丂俶俠偺柦椷僙僢僩偼俰俬俽乮擔杮岺嬈婯奿乯偵廬偭偰偄傑偡偑丄俶俠岺嶌婡夿偵偼偦偺婡夿摿桳偺柦椷偑偁傝丄儊乕僇乕偺愢柧彂偱偼偦傟傜偺柦椷傪巊偆傛偆巜帵偝傟偰偄傑偡丅偙傟傜偼曽尵偲摨偠偱丄懠偺婡夿偵偼捠梡偟傑偣傫丅
丂婡庬偵傛偭偰偼曋棙側婡擻傪偨偔偝傫帩偭偰偄傞傕偺傕偁傝丄堦斒偺岺応偱惗嶻惈傪忋偘傞偺偵偍偍偄偵峷專偟偰偄傑偡偑丄巹偨偪偺傛偆側嫵堢丒尋媶偺応偱偼偱偒傞偐偓傝昗弨偺婡擻偩偗偱擄偟偄壛岺傕偙側偣傞傛偆偵偡傞傛偆巜摫偟偰偄傑偡丅
丂偙偺曽朄偼婡庬偑堘偆偲僾儘僌儔儉傕曄偭偰偟傑偆偲偄偆栤戣傪夞旔偱偒傑偡丅傕偟傒側偝傫偑弶怱幰側傜丄偱偒傞尷傝JIS偺柦椷乮屻偱帵偡俶俠僾儘僌儔儉偼慡偰昗弨柦椷傪梡偄偰偄傑偡乯偱僾儘僌儔儈儞僌偡傞偙偲傪偍偡偡傔偟傑偡丅
丂昗弨揑側俧僐乕僪偑巊偄偙側偣傞傛偆偵側偭偨傜丄婡夿摿桳偺曋棙側柦椷傪巊偭偰傒傑偟傚偆丅壗帠傕婎慴偑娞怱偲偄偆偙偲偱偡丅
丂偝偰丄偄傛偄傛幚嵺偺俶俠僾儘僌儔儉傪嶌傞偙偲偵偟傑偟傚偆丅
俶俠僾儘僌儔儉傪嶌傞偲偒偼屻偱弎傋傞壛岺尨揰偲傾僾儘乕僠僇僢僩傪峫椂偵擖傟偰壛岺庤弴傪惍棟偡傞偙偲偑戝愗偱偡丅
丂彮側偔偲傕丄捠忢偺僼儔僀僗壛岺偱偼峳壛岺偲巇忋偘壛岺偺俀偮偵暘偗傜傟傑偡丅偙偺偲偒丄峳嶍傝岺掱偱偼傾僢僾僇僢僩傪丄巇忋偘岺掱偱偼僟僂儞僇僢僩傪嵦梡偟偨偄偺偱丄壛岺偺弴彉乮儖乕僩乯偑挌搙斀懳偵側傝傑偡丅
丂僒僽僾儘僌儔儉偺僱僗僥傿儞僌乮擖傟巕峔憿乯偼係廳傑偱嫋偝傟偰偄傞偺偑晛捠偱偡丅僒僽僾儘僌儔儉傪忋庤偔巊偭偰岺嬶宎曗惓傗岺嬶挿曗惓偺抣傪曄偊側偑傜摨偠婳愓傪昤偔偙偲偵傛傝丄偮傑傝儊僀儞僾儘僌儔儉偲僒僽僾儘僌儔儉偺俀偮偺僾儘僌儔儉偩偗偱暋嶨側峳壛岺偺岺掱傪幚峴偡傞偙偲偑偱偒傑偡丅
丂師崁偱徯夘偡傞僾儘僌儔儉偼丄僒僽僾儘僌儔儉偲岺嬶宎曗惓婡擻傪慻傒崌傢偣偰僾儘僌儔儉偺娫堘偄扵偟傕岠棪傛偔峴偊傞傛偆偵偟偨傕偺偱偡丅峳壛岺偺戙昞揑側僥僋僯僢僋偺堦偮側偺偱丄幚嵺偺僾儘僌儔儈儞僌偺嶲峫偵偟偰偔偩偝偄丅
僾儘僌儔儉偺擖椡曽朄偼婡夿偵傛偭偰堎側傝傑偡丅婎杮揑偵偼偦傟偧傟偺婡夿偵僾儘僌儔儉曇廤婡擻偲儌僯僞婡擻偑旛傢偭偰偄傑偡偺偱丄偦傟偧傟偺婡夿偵晅懏偟偰偄傞庢埖愢柧彂傪嶲徠偟偰偔偩偝偄丅嬥岺幒偵偼俶俠僾儘僌儔儉嶌惉傪巟墖偡傞僜僼僩僂僃傾傕偁傝傑偡偑丄俶俠憰抲偵揮憲偡傞婡擻偑側偄偺偱丄婡夿偺慜偱丆捈愙庤偱擖椡偡傞偙偲偵側傝傑偡丅
埲壓丄恾係亅俆偵帵偡壛岺暔偵偮偄偰偺俶俠僾儘僌儔儉傪椺偵愢柧偟偰偄偒傑偡丅
俁乯壛岺尨揰偲傾僾儘乕僠僇僢僩
丂丂丂丂丂丂
丂俶俠壛岺偺婎弨偲側傞嵗昗尨揰傪壛岺尨揰偲偟傑偡丅 丂俶俠壛岺偵擖傞慜偺恘暔偺埵抲偐傜壛岺尨揰傑偱偺宱楬偼憗憲傝偱堏摦偡傞偺偱丄偦偺娫偵忈奞暔偑側偄傛偆偵偟傑偡丅捠忢壛岺尨揰偼僾儘僌儔儉傪嶌傝傗偡偄埵抲偵愝掕偟傑偡丅
丂丂
丂壛岺奐巒埵抲(0,0)偐傜壛岺傪巒傔傞晹暘傪傾僾儘乕僠僇僢僩偲偄偄傑偡丅
丂偙傟偼愗嶍偺奐巒応強偑惢昳偺巇忋偑傝偵塭嬁偟側偄傛偆偵偡傞偨傔丄摿暿偵懠偺宱楬偲嬫暿偟偰偄傑偡丅壓恾偼偦傟傜偺娭學傪帵偟偨傕偺偱偡丅
偙偺儁乕僕偺愭摢偵傕偳傞
俀丏幚嵺偺俶俠僾儘僌儔儉
侾乯僒儞僾儖僾儘僌儔儉
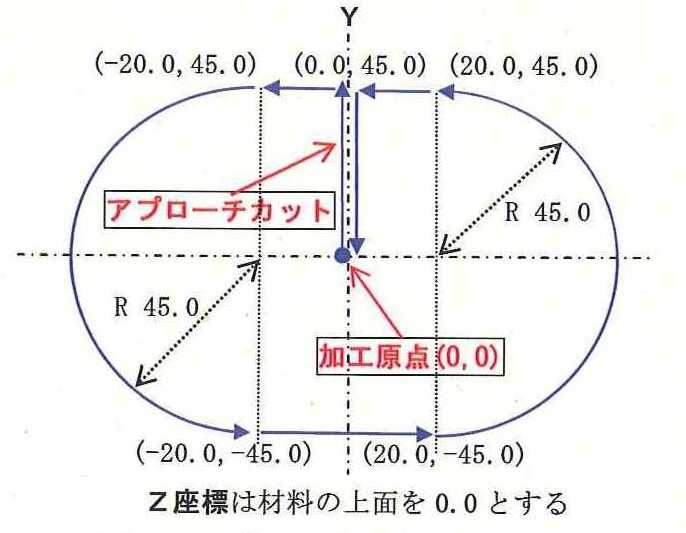
丂埲壓偐傜偼俶俠僾儘僌儔儉偺幚椺乮恾偺彫敾宍偺寠傪壛岺偡傞乯偵婎偯偄偰愢柧偟傑偡丅
丂偙偺俶俠僾儘僌儔儉偼俷侾侽侽侽乮儊僀儞僾儘僌儔儉乯偲俷侾侾侽侽乮僒僽僾儘僌儔儉乯偵傛偭偰峔惉偟偰偍傝丄寠偺拞墰偲岺嶌暔偺忋柺傪壛岺尨揰乮倃丆倄丆倅偲傕0.0乯偲偟偰偄傑偡丅
| 俷侾侽侽侽丂丂乮僾儘僌儔儉柤丗侾侽侽侽丄儊僀儞僾儘僌儔儉乯 | ||
| 峴丂斣丂崋 | 丂僾儘僌儔儉丂 | 丂摦嶌撪梕 |
| 俶侽侽侾侽丂 | 俧俋侽 俧侽侽 倅俆侽丏 丟 | 愨懳嵗昗宯傪巜帵丆埨慡側崅偝偵崅懍堏摦 |
| 俶侽侽俀侽丂 | 倃侽丏 倄侽丏 丟 | 壛岺奐巒嵗昗傊崅懍堏摦 |
| 俶侽侽俁侽丂 | 倅俀丏 俵侽俁 丟 | 壛岺奐巒埵抲偺崅偝傑偱崅懍堏摦屻丆庡幉夞揮 |
| 俶侽侽係侽丂 | 俧侽侾 倅亅侾丏 俥侾侽侽丟 | 侾mm愗傝崬傒丆愗嶍堏摦懍搙100mm/min |
| 俶侽侽俆侽丂 | 俢係侽 丟 | 岺嬶宎曗惓斣崋係侽丆幚嵺傛傝戝偒偄宎傪巜掕 |
| 俶侽侽俇侽丂 | 乛 俵俋俉 俹侾侾侽侽 丟 | 僒僽僾儘僌儔儉偺屇傃弌偟丆僉儍儞僙儖僽儘僢僋 |
| 俶侽侽俈侽丂 | 俢俁侽 丟 | 岺嬶宎曗惓斣崋俁侽丄幚嵺傛傝嬐偐偵戝偒偄宎 |
| 俶侽侽俉侽丂 | 乛 俵俋俉 俹侾侾侽侽 丟 | 僒僽僾儘僌儔儉偺屇傃弌偟丄僉儍儞僙儖僽儘僢僋 |
| 俶侽侽俋侽丂 | 俢俀侽 丟 | 岺嬶宎曗惓斣崋俀侽傪巜掕丄幚嵺偺岺嬶宎傪巜掕 |
| 俶侽侾侽侽丂 | 俵俋俉 俹侾侾侽侽 丟 | 僒僽僾儘僌儔儉偺屇傃弌偟 |
| 俶侽侾侾侽丂 | 俧侽侽 倅俆侽丏 丟 | 埨慡側崅偝傪妋曐 |
| 俶侽侾俀侽丂 | 倃侽丏 倄侽丏 丟 | 壛岺尨揰偵栠傞 |
| 俶侽侾俁侽丂 | 俵侽俆 丟 | 庡幉夞揮傪掆巭 |
| 俶侽侾係侽丂 | 俵侽俀 丟 | 僾儘僌儔儉偺廔椆 |
| 俷侾侾侽侽丂丂乮僾儘僌儔儉柤丗侾侾侽侽丄僒僽僾儘僌儔儉乯 | |||
| 峴丂斣丂崋 | 丂僾儘僌儔儉 | 丂摦嶌撪梕 | |
| 俶侽侽侾侽 | 俧係侾 俥侾侽侽 丟 | 岺嬶宎曗惓乮嵍曗惓乯奐巒 | |
| 俶侽侽俀侽 | 俧侽侾 倃侽丏 倄係俆丏 丟 | 僗僞乕僩傾僢僾僽儘僢僋,傾僾儘乕僠僇僢僩傕寭偹傞 | |
| 俶侽侽俁侽 | 倃亅俀侽丏 倄係俆丏 丟 | 捈慄愗嶍 | |
| 俶侽侽係侽 | 俧侽俁 倃亅俀侽丏 倄亅係俆丏 俼係俆丏 丟 | 墌屖愗嶍乮CCW乯 | |
| 俶侽侽俆侽 | 俧侽侾 倃俀侽丏 倄亅係俆丏 丟 | 捈慄愗嶍 | |
| 俶侽侽俇侽 | 俧侽俁 倃俀侽丏 倄係俆丏 俼係俆丏 丟 | 墌屖愗嶍乮CCW乯 | |
| 俶侽侽俈侽 | 俧侽侾 倃侽丏 倄係俆丏 丟 | 捈慄愗嶍 | |
| 俶侽侽俉侽 | 俧係侽 倃侽丏 倄侽丏 丟 | 僄儞僪僆僽僽儘僢僋丆曗惓廔椆 | |
| 俶侽侽俋侽 | 俵俋俋 丟 | 僒僽僾儘僌儔儉偺廔椆 | |
丂俷侾侽侽侽偺俶侽侽俆侽偐傜俶侽侽俉侽偱俢偺抣傪曄偊側偑傜孞傝曉偡晹暘偼丄岺嬶宎曗惓抣傪幚嵺傛傝傕戝偒偔庢偭偰惓婯悺朄傛傝彫偝偔壛岺偟丄彊乆偵揔惓抣偵嬤偯偗偰偄偒傑偡丅
丂偦偟偰嵟屻偵俢俀侽偱巇忋偘壛岺偲偡傞庤弴偱偡丅
丂俷侾侾侽侽偺俶侽侽俆侽偐傜俶侽侽俉侽峴偵偮偄偰偱偡偑丄忋偺峴偲嵗昗抣偑堦抳偟偰偄傞幉偼徣棯偟偰傕偐傑偄傑偣傫丅
丂偦偺帪偼埲壓偺傛偆偵側傝傑偡丅
| 峴丂斣丂崋 | 丂僾儘僌儔儉 | 丂摦嶌撪梕 | |
| 俶侽侽係侽 | 俧侽俁 倄亅係俆丏 俼係俆丏丂丟 | 墌屖愗嶍乮CCW乯 | |
| 俶侽侽俆侽 | 俧侽侾 倃俀侽丏丂倄亅係俆丏丂丟 | 捈慄愗嶍 | |
| 俶侽侽俇侽 | 俧侽俁 倄係俆丏 俼係俆丏丂丟 | 墌屖愗嶍乮CCW乯 | |
| 俶侽侽俈侽 | 俧侽侾 倃侽丏丂丟 | 捈慄愗嶍 | |
| 俶侽侽俉侽 | 俧係侽 倄侽丏丂丟 | 僄儞僪僆僽僽儘僢僋丆曗惓廔椆 | |
丂偙偺僾儘僌儔儉偱偼丄峳壛岺傕巇忋偘壛岺傕僟僂儞僇僢僩傪梡偄傑偟偨丅
丂斈梡僼儔僀僗斦偺応崌丄僟僂儞僇僢僩偵傛傞峳嶍傝偼婋尟傪敽偆応崌偑偁傝傑偡丅俶俠僼儔僀僗斦偺憲傝婡峔偵僈僞偑偁傞応崌偼丄岺嬶宱楬傪媡廃傝偵偟偰傾僢僾僇僢僩傪巊偭偨峳壛岺偺僒僽僾儘僌儔儉傪梡堄偡傞昁梫偑偁傝傑偡丅
乮偙偺晹暘偺僾儘僌儔儉偲夝愢偺堦晹偵娫堘偄偑偁傝傑偟偨丅偛巜揈偄偨偩偄偨曽偵姶幱偡傞偲嫟偵丄娫堘偭偨婰弎偑偁偭偨偙偲傪偍榣傃偄偨偟傑偡丅側偍丄娫堘偭偰偄偨売強偼暥帤偺怓傪曄偊偰偍偒傑偟偨丅俀侽侾侽擭侾俀寧俈擔丂壨崌乯
俀乯俶俠尵岅偺夝愢
丂峴偺嵟弶偼僾儘僌儔儉斣崋偱偡丅婡庬偵傛偭偰偼帺摦揑偵晅偗傜傟傑偡丅
俶侽侽侾侽
俶侽侽俀侽
丒丒丒
埲壓偵憡屳偵娭楢偺偁傞柦椷偺摿挜傪偁偘傑偡丅
丂偦傟偧傟偺僌儖乕僾偱偼偦偺柦椷偑堦搙幚巤偝傟傞偲師偵摨偠僌儖乕僾偺柦椷偑幚巤偝傟傞傑偱偦偺忬懺傪曐帩乮儌乕僟儖巜椷乯偟傑偡丅
| 堏摦僌儖乕僾 | ||||
| 俧侽侽 | 俧侽侾 | 俧侽俀 | 俧侽俁 | 俧侽係 |
| 憗憲傝 | 俥抣偺捈慄憲傝 | 俠倂墌屖憲傝 | 俠俠倂墌屖憲傝 | 僪僂僄儖 |
|
仏丂俧侽侽埲奜偼俥偱愝掕偝傟偨懍搙偱摦偒傑偡丏俥偼堦暘娫偺憲傝懍搙乮mm/min乯傪昞偟傑偡丅 仏丂墌屖憲傝偼俼巜掕乮敿宎巜掕乯偲俬丆俰巜掕乮墌屖拞怱嵗昗巜掕乯偑偁傝傑偡丅 仏丂倃丆倄丆倅偺抣偼昁偢彫悢揰傪晅偗傑偡丅堦斒揑偵偼巜椷偝傟偨悢抣傪儈僋儘儞偱擣幆偡傞偺偱 丂丂彫悢揰傪朰傟傞偲巚傢偸摦偒偲側偭偰偟傑偄傑偡丅 仏丂僪僂僄儖偼俹偱巜掕偟偨帪娫乮昩乯偩偗僥乕僽儖偺摦偒傪掆巭偡傞婡擻偱偡丅 |
||||
| 岺嬶宎曗惓僌儖乕僾 | ||
| 俧係侽 | 俧係侾 | 俧係俀 |
| 曗惓廋椆 | 嵍懁曗惓奐巒 | 塃懁曗惓奐巒 |
|
仏丂僾儘僌儔儉偱巜椷偝傟偨抣偑壛岺悺朄偲側傞傛偆帺摦揑偵岺嬶敿宎暘僔僼僩偟偨宱楬偱堏摦偟傑偡丅 丂丂岺嬶宎偼俢偱巜掕偝傟偨僨乕僞傪嶲徠偟傑偡丏岺嬶宎僨乕僞偼暿偵擖椡偟傑偡丅 仏丂岺嬶宎曗惓偼昁偢僗僞乕僩傾僢僾僽儘僢僋偲僄儞僪僆僽僽儘僢僋傪憓擖偟傑偡丅 仏丂僗僞乕僩傾僢僾僽儘僢僋偲僄儞僪僆僽僽儘僢僋偼捈慄憲傝晹暘偵憓擖偟傑偡丅 仏丂曗惓検傪幚嵺偺恘暔宎傛傝戝偒偔偲偭偰峳嶍傝峴掱偲偡傞曽朄偑曋棙偱偡丅 |
||
| 嵗昗宯僌儖乕僾 | |
| 俧俋侽 | 俧俋侾 |
| 堏摦嵗昗抣傪愨懳抣偱巜椷偡傞 | 堏摦嵗昗抣傪憡懳抣偱巜椷偡傞 |
|
仏丂姷傟側偄偆偪偼愨懳嵗昗宯傪巊偭偨曽偑岺嬶宱楬傪擣幆偟傗偡偔丆僨僶僢僌偑妝偵側傝傑偡丅 仏丂愨懳嵗昗宯偲憡懳嵗昗宯偼崿嵼偟偰傕偐傑偄傑偣傫丅僒僽僾儘僌儔儉偱憡懳嵗昗宯傪巊偆偲摨堦宍忬偺 丂丂傕偺偺奐巒埵抲傪曄偊偰壛岺乮僐僺乕乯偱偒傞偺偱曋棙偱偡丅 |
|
| 僾儘僌儔儉惂屼僌儖乕僾 | ||
| 俵侽俀 | 俵俋俉 | 俵俋俋 |
| 僾儘僌儔儉偺廔椆 | 俹偱巜掕偟偨僒僽僾儘僌儔儉傪屇傃弌偟 | 僒僽僾儘僌儔儉廔椆 |
|
仏丂僒僽僾儘僌儔儉偺僱僗僥傿儞僌偼捠忢係廳傑偱嫋偝傟偰偄傑偡丅 仏丂峴偺愭摢偵乛傪擖傟傞偲丄偦偺峴傪柍帇偡傞偙偲偑偱偒傑偡丅偙傟傪僉儍儞僙儖僽儘僢僋偲偄偄傑偡丅 丂丂僉儍儞僙儖僽儘僢僋婡擻偼憖嶌斦偐傜ON-OFF偱偒傑偡丅 |
||
| 庡幉僌儖乕僾 | |
| 俵侽俁 | 俵侽俆 |
| 庡幉夞揮 | 庡幉掆巭 |
| 仏丂俵偵懕偔悢帤偺僛儘傪徣棯偟偰傕偐傑偄傑偣傫丅偦偺偲偒偼丄俵俁丄偁傞偄偼俵俆偲側傝傑偡丅 | |
僼儔僀僗斦偺俶俠偼俀.俆幉惂屼偲偄偭偰丄倃倄倅偺俁幉傪摨帪偵巜椷偡傞偙偲偼偱偒傑偣傫丅倃倄倅偺偆偪偺壗傟偐俀幉偼摨帪偵巜椷偱偒傑偡偑丄巆傝偺幉偼暿偺峴偱巜椷偟傑偡丅
偙偺儁乕僕偺愭摢偵傕偳傞
俁丏僾儘僌儔儉塣揮
丂俶俠僾儘僌儔儉傪擖椡偟廔傢偭偨偁偲丄偄偒側傝僾儘僌儔儉塣揮偼偱偒傑偣傫丅
丂偼偠傔偵偺乽俶俠僼儔僀僗斦乮岺嶌婡夿乯傪巊偭偨壛岺嶌嬈偺棳傟乿偵愢柧偟偨偲偍傝丄僾儘僌儔儉偵愽傓娫堘偄傪庢傝増偄偨傝丄壛岺尨揰傪愝掕偡傞側偳偺嶌嬈傪宱側偗傟偽側傝傑偣傫丅
丂偙偙偱偼偦偺拞偺丄僨僶僢僌傪俶俠僾儘僌儔儉塣揮偱拲堄偟側偗傟偽側傜側偄偙偲傪弎傋傑偡丅
侾乯僾儘僌儔儉偺僨僶僢僌
丂嶌惉偟偨僾儘僌儔儉偼昁偢僨僶僢僌乮娫堘偄傪捈偡偙偲乯傪峴偄傑偡丏偙偺帪丆庡幉偵儁儞傪憰拝偟偰岺嬶宱楬傪昤偐偣傞偙偲偱娫堘偄傪敪尒偡傞偲偄偭偨曽朄偑曋棙偱偡丏
丂擔棫僼儔僀僗斦偺僨僶僢僌庤弴傪帵偟傑偡丏乮怴妰僼儔僀僗斦偼庤弴偑堘偄傑偡偺偱拲堄両乯
侾丏儅僔儞儘僢僋乮奺幉偑摦偐側偄愝掕乯忬懺偱僾儘僌儔儉傪幚峴偟暥朄僄儔乕傪偝偑偡丏
俀丏倅幉柍帇乮屌掕乯偵傛傞僪儔僀儔儞婡擻乮俥偱巜掕偟偨抣傪梡偄偢丆惂屼斦偱巜掕偝傟偰
偄傞抣傪巊偆乯傪梡偄偰倃倄偺傒偺摦偒傪妋擣偡傞丏
俁丏僪儔僀儔儞乮俥偺抣偱偼側偔憖嶌斦偱巜掕偟偨懍搙乯偱倅幉傕娷傔偨摦偒傪妋擣偡傞丏
係丏庡幉偵儁儞傪憰拝偟偰岺嬶宱楬傪昤偐偣丆岺嬶宎曗惓抣傕娷傔偨憤崌揑側摦偒傪妋擣偡傞丏
僉儍儞僙儖僽儘僢僋傪偆傑偔巊偆偲僨僶僢僌傪岠棪傛偔幚巤偱偒傑偡丏僒僽僾儘僌儔儉傪屇傇峴傪僉儍儞僙儖僽儘僢僋偲偡傞曽朄偑曋棙偱偡丏
俀乯俶俠僾儘僌儔儉塣揮
僨僶僢僌偑廔椆偟偨傜丆偄傛偄傛幚嵺偺壛岺偵堏傝傑偡丏偙偺帪丆岺嶌暔傪屌掕偟偨屻偱夵傔偰壛岺尨揰偲岺嬶宎曗惓側偳偺僨乕僞偑惓偟偄偙偲傪妋擣偟傑偡丏
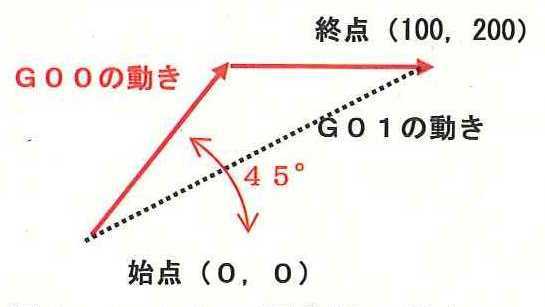 丂俶俠僾儘僌儔儉塣揮傪幚峴偡傞偲偒丄傕偆堦偮拲堄偡傞偙偲偲偟偰丄壛岺暔偺屌掕岺嬶偲恘暔宱楬偺姳徛偺桳柍偑偁傝傑偡丏摿偵僾儘僌儔儉塣揮偱憗憲傝乮俧侽侽乯傪俀幉摨帪偵幚巤偟偨帪丆俧侽侾偺摦偒偲堘偆偺偱丆恘暔宱楬偲屌掕岺嬶偺姳徛傪尒棊偲偡偙偲偑偁傝傑偡丏
丂俶俠僾儘僌儔儉塣揮傪幚峴偡傞偲偒丄傕偆堦偮拲堄偡傞偙偲偲偟偰丄壛岺暔偺屌掕岺嬶偲恘暔宱楬偺姳徛偺桳柍偑偁傝傑偡丏摿偵僾儘僌儔儉塣揮偱憗憲傝乮俧侽侽乯傪俀幉摨帪偵幚巤偟偨帪丆俧侽侾偺摦偒偲堘偆偺偱丆恘暔宱楬偲屌掕岺嬶偺姳徛傪尒棊偲偡偙偲偑偁傝傑偡丏偙偺帪偺俧侽侽偺摦偒傪嵍恾偵帵偟傑偡丏俧侽侾偺摦偒偼巒揰偲廔揰傪寢傫偩捈慄偱偁傞偺偵懳偟丆俧侽侽偼偦傟偧傟偺幉偑嵟戝懍搙偱摨帪偵摦偒傑偡丏廬偭偰俧侽侽偱偼丆弶傔偼係俆亱偱堏摦偟丆抁偄曽偑愝掕抣偵払偟偨屻偵丆偝傜偵巆偭偨幉偑昁梫側嫍棧偩偗堏摦偟傑偡丏偙偺宱楬忋偵屌掕岺嬶偑偁傞偲丆恘暔偲徴撍偟丆恘暔傪攋懝偡傞寢壥偵側傞偺偱拲堄偟偰偔偩偝偄丏
僾儘僌儔儉塣揮拞偵愗孄傪庢傝彍偄偨傝丆恘暔偵愗嶍桘傪晅偗傛偆偲偡傞応崌偼丆昁偢婡夿傪堦帪揑偵掆巭偝偣傑偡丏僾儘僌儔儉拞偵堦帪掆巭傪擖傟偨偄偲偒偼俧侽係乮僪僂僄儖乯傪昁梫側埵抲偵彂偒偙傒傑偡丏
俁乯娙堈僾儘僌儔儉乮怴妰僼儔僀僗斦偺傒乯
丂怴妰僼儔僀僗斦偺傒偺婡擻偱偡偑丆傢偞傢偞俶俠偺僾儘僌儔儉傪嶌傜側偔偰傕丆掕宆揑側壛岺側傜偽婡夿偐傜偺幙栤偵摎偊傞宍偱俶俠壛岺偑幚尰偱偒傑偡丏僼儔儞僕偺奜廃偵摉暘攝抲偝傟偨儃儖僩寠丆摍娫妘偺寠丆墌傗巐妏偺拞偖傝側偳偺壛岺偼娙堈僾儘僌儔儉偱娫偵崌偄傑偡丏
埨慡偺偨傔偵
丂俶俠塣揮拞偼僾儘僌儔儉偺娫堘偄傗奜棃嶨壒偵傛偭偰巚傢偸摦偒乮岆摦嶌乯傪偡傞偙偲偑偁傝傑偡丏塣揮拞偵婋尟傪嶡抦偟偨応崌偼捈偪偵嬞媫掆巭儃僞儞傪墴偟傑偡丏
丂嬞媫掆巭儃僞儞偑墴偝傟傞偲惂屼憰抲偼慡偰偺幉傪媫掆巭偝偣偨屻丆慡偰偺婡擻傪掆巭偟傑偡丏
丂俶俠塣揮拞偺帠屘偵旛偊丆憖嶌偵摉偨偭偰偄傞恖偼嬞媫掆巭儃僞儞傪偄偮偱傕墴偣傞傛偆側懱惃傪妋曐偟偰偔偩偝偄丏傑偨丆俶俠岺嶌婡夿偑帺暘偺峫偊偰偄偨摦偒偲堎側傞摦偒傪偟偨応崌偼捈偪偵塣揮傪拞巭偟丄媄弍怑堳偵憡択偟偰偔偩偝偄丏
偙偺儁乕僕偺愭摢偵傕偳傞